片材机去水分是片材生产中的重要环节,主要目的是去除片材中的水分或溶剂,确保片材的质量和性能稳定。片材机去水分一般采用热风循环、红外线或真空等方式。 热风循环干燥利用热风机将加热后的空气吹入干燥箱,通过循环使热空气均匀分布,从片材表面带走水分 。比如在塑料片材生产中,通过调节热风机的温度和风速,将温度控制在 60-80℃,使片材在输送过程中逐渐水分卓见去掉。这种方式设备成本低、操作简单,适用于对去水分速度要求不高的普通片材。 红外线去水分则利用红外线辐射直接加热片材,使水分迅速蒸发。由于红外线能直接穿透片材一定深度,加热效率快,去水分速度快,能在短时间内使片材达到干燥要求,适用于对去水分速度和质量要求较大的片材,如电子级的绝缘片材。 真空烘干是在密闭的真空环境中,降低气压使水分沸点降低,从而快速蒸发。该方式能避免片材氧化,适用于对去水分环境要求苛刻、易氧化或热敏性强的片材。去水分过程中,需根据片材的材质、厚度、含水量等因素,合理调整去水分时间、温度和风速等参数,以达到理想去水分效果。耐高温PI片材生产需采用特殊耐磨损螺杆。浙江炭黑片材机维修

片材机的电控系统具有良好的兼容性,能够与各种品牌和型号的电机、传感器、执行器等设备无缝对接,方便用户根据自己的需求选择合适的设备组件,组建个性化的片材生产系统。同时,电控系统还具备很强的扩展性,随着生产规模的扩大或生产工艺的升级,用户可以方便地对电控系统进行功能扩展。比如增加新的控制模块,实现对更多生产环节的控制;或者升级软件系统,提升系统的性能和功能。这种良好的兼容性和扩展性,使得片材机的电控系统能够适应不同用户的需求,并且在未来的发展中始终保持竞争力,为用户提供持续的价值。上海片材机生产企业片材机通过高温挤出工艺将塑料颗粒加工成均匀厚度的片状材料。

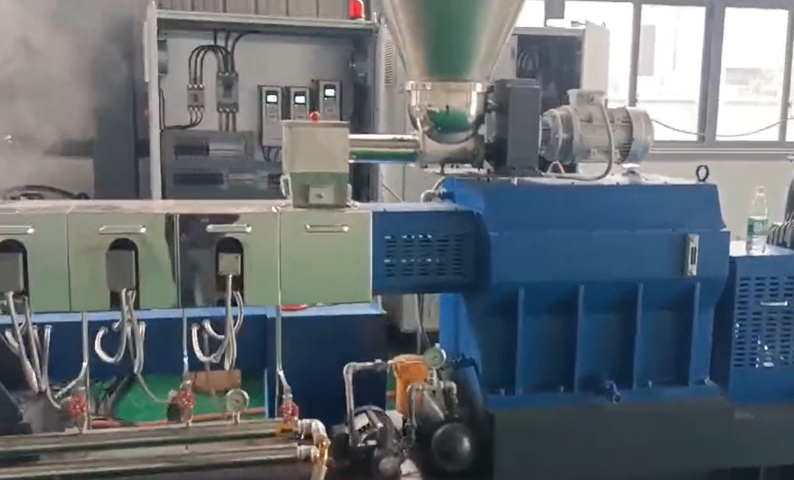
生产线的温度控制实现了高度自动化。挤出机、模头、压延辊等关键部位均安装了高精确的温度传感器,这些传感器与智能温控系统相连。在生产聚丙烯(PP)片材时,温控系统可根据预设的工艺温度参数,实时采集各部位的温度数据,并通过 PID 控制算法自动调节加热装置和冷却系统的工作状态,确保温度波动控制在极小范围内,一般可控制在 ±1℃。这种精确的自动化温控,不仅保证了片材的质量稳定性,还避免了因温度失控引发的设备损坏和安全风险。
在片材机生产线启动前,原料预处理是关键的第一步。对于塑料原料,如常见的聚丙烯(PP)、聚乙烯(PE)等,首先要进行筛选,去除可能混入的杂质,像金属碎屑、石子等,避免它们损坏设备或影响片材质量。如果原料是颗粒状,还需检查其干燥程度,因为水分会导致片材在成型过程中出现气泡、分层等缺陷。对于吸湿性较强的原料,如聚酰胺(PA),通常要进行干燥处理,将水分含量控制在 0.1% 以下,一般采用热风干燥机,在 80 - 120℃的温度下干燥 2 - 4 小时,确保原料的干燥度达标,为后续的生产环节奠定良好基础。PET片材生产线需配备结晶干燥系统以控制原料含水率<50ppm。

牵引和收卷在片材机生产过程中相互关联、协同配合。牵引速度的稳定直接影响到收卷的质量,若牵引速度不稳定,会导致片材在收卷时张力不均,从而出现收卷不整齐、片材变形等问题。因此,牵引装置和收卷装置的速度需要精确匹配,通过控制系统实现两者的联动。当牵引速度发生变化时,收卷装置能够迅速做出响应,调整收卷速度,以保持片材的张力恒定。同时,在换卷过程中,牵引装置需要暂停工作,配合收卷装置完成切膜、接膜等操作,确保换卷的顺利进行。只有牵引和收卷紧密协同,才能保证片材机生产出高质量的片材产品,满足不同行业的需求。防雾片材表面需涂布纳米级亲水涂层。河南塑料片材机设备制造
片材成品检测应包括透光率、雾度和黄色指数测试。浙江炭黑片材机维修
为了保证片材的质量,片材机生产线常配备在线检测工艺。通过安装在生产线上的传感器和检测设备,实时监测片材的厚度、宽度、平整度、拉伸强度等参数。厚度传感器一般采用激光测厚仪,能精确测量片材的厚度,精度可达 ±0.01mm;宽度传感器则利用光电传感器,实时监测片材的宽度变化。一旦检测到片材的参数超出设定范围,系统会立即发出警报,并自动调整相关设备的参数,如调节模头的螺栓改变片材厚度,或调整牵引速度改变片材的拉伸程度,确保片材质量的稳定性。浙江炭黑片材机维修