在片材机生产线启动前,原料预处理是关键的第一步。对于塑料原料,如常见的聚丙烯(PP)、聚乙烯(PE)等,首先要进行筛选,去除可能混入的杂质,像金属碎屑、石子等,避免它们损坏设备或影响片材质量。如果原料是颗粒状,还需检查其干燥程度,因为水分会导致片材在成型过程中出现气泡、分层等缺陷。对于吸湿性较强的原料,如聚酰胺(PA),通常要进行干燥处理,将水分含量控制在 0.1% 以下,一般采用热风干燥机,在 80 - 120℃的温度下干燥 2 - 4 小时,确保原料的干燥度达标,为后续的生产环节奠定良好基础。片材静电消除棒安装距离应控制在50-100mm。河南高填充片材机客服电话

片材生产线配备了完善的故障诊断系统,当设备出现故障时,能快速准确地诊断出故障原因。故障诊断系统通过传感器实时监测设备的运行状态,一旦发现异常,立即发出警报,并在显示屏上显示故障信息和可能的故障原因。操作人员根据故障诊断系统提供的信息,就能轻松找到故障点,并采取相应的解决措施。例如,如果是某个电机出现故障,故障诊断系统会提示电机的位置和故障类型,操作人员可以迅速更换电机,恢复生产线的正常运行,减少因故障导致的生产延误。浙江高填充片材机设备价钱片材成品检测应包括透光率、雾度和黄色指数测试。

例如,启动生产线时,按照先开启电源、检查设备状态、预热设备、启动各部件的顺序进行操作;运行过程中,严格按照设定的参数进行监控和调整;停止生产线时,按照先停止进料、逐渐降低设备速度、关闭各部件、关闭电源的顺序进行。这种清晰规范的操作流程,不仅方便操作人员记忆和执行,还能有效避免因操作不当导致的设备故障和安全事故。片材生产线的操作流程清晰规范,每个操作步骤都有明确的规定和标准。从生产线的启动、运行到停止,都有详细的操作指南。
牵引设备主要由牵引辊、驱动电机、传动系统以及张力控制系统构成。牵引辊一般采用合金钢材制成,表面经过特殊处理,以增加与片材之间的摩擦力,确保稳定的牵引效果。驱动电机为牵引提供动力,通过传动系统将动力传递给牵引辊。传动系统通常包括齿轮、链条或皮带等部件,它们的协同工作保证了动力的高效传输。张力控制系统则是牵引设备的重要部分,它通过传感器实时监测片材的张力,并根据预设值自动调节牵引辊的速度,使片材始终保持在合适的张力范围内。当片材张力过大时,系统会降低牵引辊速度;当张力过小时,则提高速度,从而实现对片材张力的精确控制。高速片材生产线采用红外测厚仪实现在线质量监控。

片材机的牵引环节是整个生产流程中不可或缺的部分,其原理是利用牵引辊与片材之间的摩擦力,带动片材向前移动。牵引辊通常由电机驱动,通过调节电机的转速,可以精确控制片材的牵引速度。在片材从挤出机挤出后,牵引装置迅速发挥作用,将柔软且尚未完全定型的片材平稳地输送至后续工序。其关键作用在于为片材的成型提供稳定的动力,确保片材在输送过程中保持一定的张力。合适的张力能避免片材出现褶皱、拉伸不均匀等问题,保障片材的平整度和尺寸精度,为后续的收卷以及其他加工步骤奠定良好基础。片材在线测宽系统精度可达±0.5mm(幅宽2m时)。浙江高填充片材机设备价钱
多层阻隔片材的氧气透过率可低至5cc/m²·day。河南高填充片材机客服电话
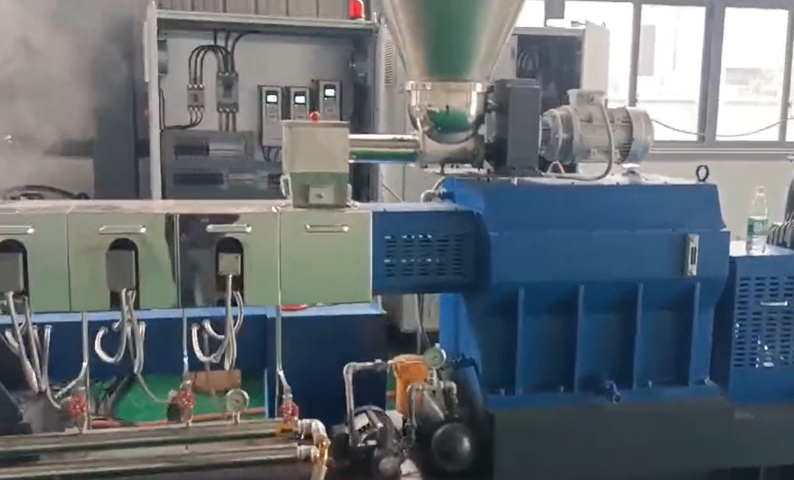
片材机生产线是一套复杂且精密的设备组合,主要由挤出机、模头、压延装置、冷却系统、牵引装置、收卷或切断设备等组成。挤出机作为重要部件,负责将塑料原料加热熔融并输送至模头。以常见的螺杆挤出机为例,螺杆采用 38CrMoALA 合金氮化钢制成,经氮化处理并表面喷合金,具有出色的耐磨、耐腐蚀性能,能适应不同塑料原料的加工需求。模头选用合金工具钢,流道镀硬铬,镀层厚度在 0.02 - 0.03mm,粗糙度达 Ra0.05μm,有效保证了片材挤出的均匀性和稳定性。河南高填充片材机客服电话