为了提高片材的表面性能,满足不同的应用需求,片材机生产线常采用表面处理工艺。对于需要印刷或涂装的片材,一般要进行电晕处理,通过高压放电使片材表面产生微观的粗糙结构,增加表面的附着力,提高油墨或涂料的附着效果。对于需要提高耐磨性的片材,可以在表面涂覆一层耐磨涂层,如聚氨酯(PU)涂层,增强片材的耐磨性能。此外,还可以对片材进行压花处理,在片材表面形成各种图案和纹理,增加片材的美观度和防滑性能,满足不同行业对片材表面性能的多样化需求。全自动换网器能实现生产过程中不停机过滤杂质。山东双螺杆片材机

例如,在生产包装片材时,外层可采用具有良好阻隔性能的材料,如乙烯 - 乙烯醇共聚物(EVOH),防止氧气和水分的进入;中层采用强度较高的材料,如聚丙烯(PP),提供支撑和保护;内层采用具有良好热封性能的材料,如聚乙烯(PE),方便包装的密封。多层共挤工艺不仅能提高片材的综合性能,还能降低生产成本,满足不同行业对片材性能的多样化需求。多层共挤工艺是片材机生产线生产高性能片材的重要技术。通过多个挤出机将不同的塑料原料同时输送到模头,在模头内实现多层复合,生产出具有多种性能的片材。上海密炼机片材机设备片材机配置了厚度自动反馈系统,精度可达±0.02mm。

片材机切边是片材生产过程中的重要环节,主要目的是切除片材边缘多余或不规整的部分,让片材获得精确的尺寸与平整的边缘,满足后续加工与使用的标准。 在切边工艺上,常采用圆盘切刀和直刀切割两种方式。圆盘切刀由上下两个圆盘状刀具组成,上圆盘刀可上下调节,工作时,片材从两圆盘刀之间穿过,圆盘刀高速旋转,将片材两侧废边切除,这种方式切割速度快、效率高,适合大规模生产,比如生产塑料包装片材时,每分钟能处理数米长的片材 。直刀切割则是利用固定的直刀片,通过电机驱动滑块带动直刀横向移动,对片材进行切割,它切割精度高,能满足一些对尺寸精度要求严苛的片材切边,像电子设备用的绝缘片材。 切边装置的关键部件有切割刀具、驱动电机和调节机构。切割刀具一般选用合金钢制作,经过特殊热处理,硬度和耐磨性都很好,能长时间保持锋利,减少更换频率。驱动电机为切割提供动力,确保刀具稳定高速运转。调节机构能调整刀具位置和切割深度,满足不同宽度和厚度片材的切边需求。此外,切边过程中产生的废边,会通过专门的废边收卷装置进行收集,以便后续回收再利用,降低生产成本和资源浪费。
切割工艺是将连续的片材按照一定的长度或尺寸进行切断,以便后续的包装和使用。切割方式有多种,常见的有热切和冷切。热切是利用加热的刀具对片材进行切割,适用于一些热塑性较好的塑料片材,如聚乙烯(PE)、聚丙烯(PP)等,热切的优点是切割速度快,切口光滑,不易产生碎屑,但需要注意控制切割温度,避免片材切口处出现熔融变形。冷切则是使用常温刀具进行切割,适用于一些对温度敏感的片材,如聚碳酸酯(PC)等,冷切的优点是切口精度高,但切割速度相对较慢,可能会产生一些碎屑,需要进行后续处理。片材表面压花辊压力需根据材料硬度动态调节。

收卷是片材机生产的关键工序,其工作机制是将经过牵引、冷却定型的片材缠绕在收卷轴上。收卷过程通常采用恒张力控制技术,以保证片材收卷的整齐度和紧密性。当片材进入收卷区域,首先由导向装置引导片材准确地缠绕在收卷轴上。随着收卷的进行,收卷电机根据片材的厚度、宽度以及预设的收卷张力,自动调整转速,确保片材在收卷过程中张力恒定。当一卷片材收满后,收卷设备会自动完成换卷操作,常见的换卷方式有中心收卷和表面收卷。中心收卷是指收卷轴直接驱动片材卷绕,适用于较薄的片材;表面收卷则是通过与片材卷表面接触的压辊来驱动收卷,常用于较厚的片材。片材纵向拉伸装置可提升材料抗撕裂强度15%以上。云南实验片材机设备价格
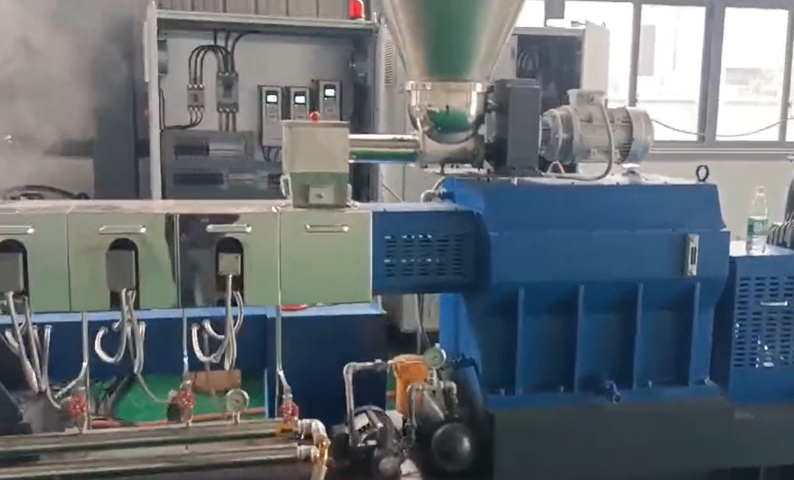
高速片材生产线采用红外测厚仪实现在线质量监控。山东双螺杆片材机
片材机的冷却系统经过精心设计,在保证片材冷却效果的同时,很大限度地减少了水资源的浪费。冷却系统采用了高效的热交换器,如板式热交换器,其具有传热效率高、结构紧凑的特点。在冷却过程中,冷却介质(通常为水)在热交换器内与片材进行热量交换,迅速带走片材的热量使其冷却定型。与传统的冷却方式相比,板式热交换器能在较小的空间内实现更大的换热面积,提高了冷却效率,从而降低了冷却介质的流量需求。此外,冷却系统还配备了循环水泵和水质处理装置,对冷却介质进行循环利用和净化处理。通过循环利用,冷却介质的补充量大幅减少,节约了水资源,减少了污水排放,减轻了企业的环保压力。山东双螺杆片材机