- 品牌
- 健坤
- 型号
- 可咨询
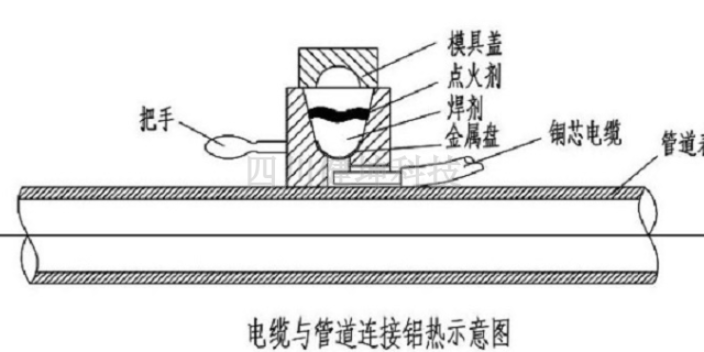
《铝热焊接工艺操作说明书》铝热焊接工艺操作说明书:一、说明:本册适用于电缆线与构筑物的铝热焊接。请详细阅读本册后,根据实际情况准备工具,为方便安装,可以使用您认为更为方便可靠的工具。如有疑问请联系本公司。工具:1.焊剂;2.引火粉;3.金属垫片;4.模具;5.点火q;6.钢刷;7.毛刷;三、注意事项:1.操作环境切记要通风良好,周边5米内没有易燃易爆物品。2.引火粉引燃时,务必将焊剂、引火粉以及可能燃烧的物品远离引燃处放置。3.人切勿处于模具盖正面,以免受伤。4.焊剂及引火粉切忌受潮,受潮后应安全废弃,切勿烘烤使用。5.焊接时,人员不准围聚;操作工需佩戴安全劳保工具,避免受伤。阴极保护产品系列产品专业生产,就找四川健坤科技有限公司。泸州硫酸铜参比电极报价

阳极的埋设及深度:镁合金阳极在相应位置的阳极地床中埋设,阳极及电缆线埋设深度一般距地面不小于0.7米,但必须在冻土层以下位置。七、牺牲阳极(地床)位置分布及与接地扁钢的连接方式:牺牲阳极位置分布及连接方式,应严格按照设计进行,一般遵循以下原则:1、直接连接:①当设计每组为一套阳极时候,建议相邻的两组阳极沿接地扁钢两边交替埋设,距离接地扁钢1~3米为宜,特殊情况下小不小于于0.5米。②当某些地段两套阳极之间距离较近时,每套阳极间隔2~3米为宜。宁夏镁合金阳极组件生产厂家阴极保护产品产品缺点,就找四川健坤科技有限公司。
MMO:贵金属氧化物阳极,重量轻,单位发电量大。可通用。另外还有一类阳极,是用在船舶上的外加电流阳极,国内现在还没有办法生产。Pb/Ag阳极?储罐专门使用的阳极带和导电片:对于特大型的储罐,容积在10000m3以上的,国家标准强制要求新建的,要做网状阳极床,阳极带间距2米,导电片间距4-6米,上面覆盖200-300厚度的沥青砂浆层。接地网的保护:都采用牺牲阳极法保护,因为会产生漏电流,无法用外加电流的方式。例如,一个发电厂的接地网,阴保材料可以达到100多万元。恒电位仪——将220V或380V的电流转化为直流电流,可自动调节输出电压电流的大小,保持提供-0.85—-1.2V范围的电压值。设计时需要考虑裕度,比如需要10V/10A的恒电位仪,设计时增加为两倍,采购20V/20A的恒电位仪。还要备用一套。
阴极保护产品施工:铝热焊接工艺操作说明;一、说明;本册适用于电缆线与构筑物的铝热焊接。请详细阅读本册后,根据实际情况准备工具,为方便安装,可以使用您认为更为方便可靠的工具。如有疑问请联系本公司。工具1.焊剂;2.引火粉;3.金属垫片;4.模具;5.点火q;6.钢刷;7.毛刷;三、注意事项;1.操作环境切记要通风良好,周边5米内没有易燃易爆物品。2.引火粉引燃时,务必将焊剂、引火粉以及可能燃烧的物品远离引燃处放置。3.人切勿处于模具盖正面,以免受伤。4.焊剂及引火粉切忌受潮,受潮后应安全废弃,切勿烘烤使用。5.焊接时,人员不准围聚;操作工需佩戴安全劳保工具,避免受伤。阴极保护产品重量,就找四川健坤科技有限公司。

阴极保护产品施工:铝热焊接工艺操作说明;操作步骤;第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干。第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔。第四步:剪开塑料袋,将焊剂倒入模腔。第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理干净模具内的残渣,以备下次使用。哪家公司的阴极保护产品比较好?就找四川健坤科技有限公司。新疆硫酸铜参比电极厂家供应
四川健坤科技有限公司生产阴极保护产品符合GB50065-2011交流电气装置的接地设计规范。泸州硫酸铜参比电极报价
铝合金阳极:铝也是一种典型的轻金属,密度2.7g/cm3铝的标准电极电位为-1.66V(SHE),在海水中的稳定电位约为-0.53V(SHE)。铝的理论电容量为2970A.h/kg,是锌的3.6倍,镁的1.35倍。铝阳极重要应用于海水及淡水环境中。参比电极:为了对各种金属的电极电位进行比较,必须有一个公共的参比电极。饱和硫酸铜参比电极,其电极电位具有良好的重复性和稳定性,构造简单,在阴极保护领域中得到较多采用。参比电极根据其材质的不同分为:铜/硫酸铜参比电极(Cu/CuSO4)、锌参比(ZN)、银/氯化银参比(Ag/AgCL),锌参比主要应用在海水中,在土壤中应用锌参比时,其土壤成分应是氯化物类型。泸州硫酸铜参比电极报价
- 新疆硫酸铜参比电极厂家供应 2025-06-03
- 新疆铝热焊剂和焊模价格咨询 2025-06-02
- 新疆铝热焊剂和焊模生产厂家 2025-06-02
- 甘肃锌镁合金防腐接地线电话多少 2025-05-24
- 矿山阴极保护报价 2025-05-22
- 德阳测试桩商家 2025-05-18
- 航空阴极保护厂家现货 2025-05-18
- 制造阴极保护厂家 2025-05-16