- 品牌
- 健坤
- 型号
- 可咨询
阴极保护产品施工:铝热焊接工艺操作说明;一、说明;本册适用于电缆线与构筑物的铝热焊接。请详细阅读本册后,根据实际情况准备工具,为方便安装,可以使用您认为更为方便可靠的工具。如有疑问请联系本公司。工具1.焊剂;2.引火粉;3.金属垫片;4.模具;5.点火q;6.钢刷;7.毛刷;三、注意事项;1.操作环境切记要通风良好,周边5米内没有易燃易爆物品。2.引火粉引燃时,务必将焊剂、引火粉以及可能燃烧的物品远离引燃处放置。3.人切勿处于模具盖正面,以免受伤。4.焊剂及引火粉切忌受潮,受潮后应安全废弃,切勿烘烤使用。5.焊接时,人员不准围聚;操作工需佩戴安全劳保工具,避免受伤。阴极保护产品耐腐蚀吗,就找四川健坤科技有限公司。新疆铝热焊剂和焊模电话多少

阴极保护产品施工:间接连接;需要通过测试装置间接与接地扁钢连接时,牺牲阳极位置不变,阳极电缆线A连接到测试桩里的接线板上,用另外单独一根电缆线B(规格一般与阳极线相同)一端与接地扁钢连接,另一端也接到测试桩接线板中,在绝缘板上通过连接片与阳极电线导通。八、阳极与接地扁钢焊接;阳极电缆与接地扁钢焊接方法:使用铝热焊技术进行,具体方法详见《铝热焊接工艺操作说明书》;所有电缆与接地扁钢的焊接,电缆线应预留足够的长度,做蛇形布置,以避免回填时阳极电缆被回填土压断,甚至造成焊点脱落。贵州镁合金阳极组件生产厂家阴极保护产品保护年限,就找四川健坤科技有限公司。
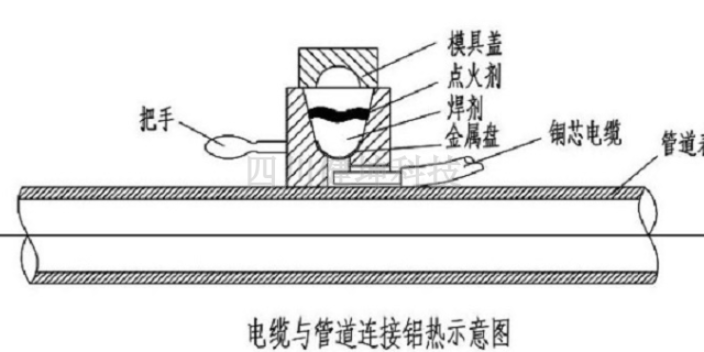
间接连接:需要通过测试装置间接与接地扁钢连接时,牺牲阳极位置不变,阳极电缆线A连接到测试桩里的接线板上,用另外单独一根电缆线B(规格一般与阳极线相同)一端与接地扁钢连接,另一端也接到测试桩接线板中,在绝缘板上通过连接片与阳极电线导通。八、阳极与接地扁钢焊接:阳极电缆与接地扁钢焊接方法:使用铝热焊技术进行,具体方法详见《铝热焊接工艺操作说明书》;所有电缆与接地扁钢的焊接,电缆线应预留足够的长度,做蛇形布置,以避免回填时阳极电缆被回填土压断,甚至造成焊点脱落。
其他相关产品电缆:阴极保护中常用的电缆有:VV系列、VV22系列、YJV系列等。补伤片:外加电流阴极保护:常用外加电流阳极材料:高硅铸铁阳极体:高硅铸铁阳极深井阳极体由高硅铸铁阳极串、导气管、焦炭填料和钢质套管组成,将高硅铸铁阳极串(一般为两支)固定在钢质套管中心,装上导气管后阳极串,四周填充焦炭填料。贵金属氧化物阳极体(带):贵金属氧化物管状阳极体由贵金属氧化物管状阳极串、导气管、焦炭填料和钢质套管组成,将贵金属氧化物:管状阳极串(一般3支阳极组成)固定在钢质套管中心,装上导气管后阳极串四周填充焦炭填料。阴极保护产品镁合金与锌合金对比,就找四川健坤科技有限公司。

四川健坤科技有限公司阴极保护产品介绍:电流阴极保护通过外加直流电源以及辅助用阳极,迫使电流从土壤中流向被保护金属,使被保护金属结构电位低于周围环境,处于阴极极化状态。该方式主要用于保护大型或处于高土壤电阻率土壤中的金属结构。镁合金阳极:镁是典型的轻金属,原子序数12,密度1.74g/cm3,镁的标准电极电位为:-2.37V(SHE标准氢电极)。镁阳极的特点是:密度小,具有较高的化学活泼性;电极电位很负;极化率低,驱动电压大(对铁的驱动电压可达0.6V以上);理论电容量大。在镁的表面不易形成屏蔽性保护膜。镁和镁合金阳极电流效率很低,一般只有50%左右,这是它的一项重大缺点。阴极保护产品测试仪器,就找四川健坤科技有限公司。阴极保护GBT16166
阴极保护产品施工要求,就找四川健坤科技有限公司。新疆铝热焊剂和焊模电话多少
恒电位仪分类:高频开关恒电位仪:控制精度更高。耐高温恒电位仪。防爆型恒电位仪(用于储罐旁边,要求防爆),与普通恒电位仪相比,外壳密封处理方式不同。测试桩:高度有1米,1.5米,2米等不同规格。材料有钢制的、水泥的等型号不同。参比电极:是一个标准电极,CuSO4粒子与管道交换。埋在管道旁边,距离管道要近,贴着管道。电位测试桩:每公里距离布置一个,有2个或4个接线端子,一个接线端子接参比电极,一个接线端子接管道。恒电位仪:有6个端子,2个供电,2个与管道连接,2个与阳极连接。阳极带的长度,标准长度一卷76.2米和125.4米两种。镯式阳极:包覆在管道外壁。便携式阳极:用于临时测量电位,较便宜,一支200多元。Ag/AgCl阳极就较贵,要2000多元一支。新疆铝热焊剂和焊模电话多少

- 新疆硫酸铜参比电极厂家供应 2025-06-03
- 新疆铝热焊剂和焊模价格咨询 2025-06-02
- 新疆铝热焊剂和焊模生产厂家 2025-06-02
- 甘肃锌镁合金防腐接地线电话多少 2025-05-24
- 矿山阴极保护报价 2025-05-22
- 德阳测试桩商家 2025-05-18
- 航空阴极保护厂家现货 2025-05-18
- 制造阴极保护厂家 2025-05-16