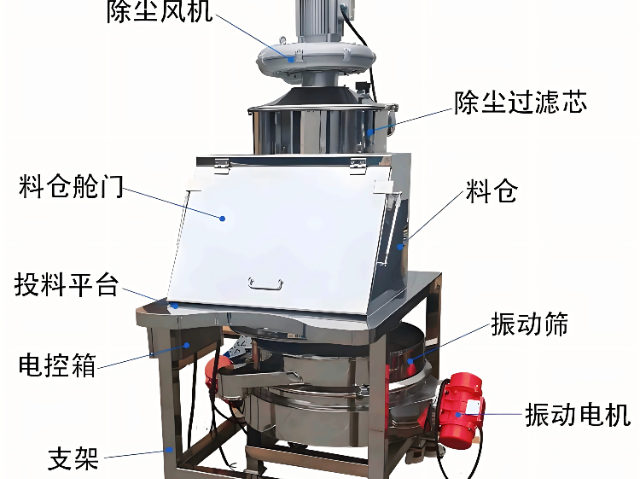
投料时所产生的物料粉尘由集尘风机进行收集。物料通过振动筛(安全筛网)可将大块物料和异物拦截,从而保证符合要求的颗粒排出。【产品特点】:★该系列设备适用于制*、化工、食品行业中小袋物料的拆包、投放、筛分和卸料。拆包时由于集尘风机的作用,可以避免物料粉尘到处飞扬;★小袋卸投料站:该设备特别适用于小批量人工投料,且物料较易结块的工况;★为用户考虑,本设备的整体尺寸紧凑,节省空间,结构精巧美观;★内置**除尘器,维护方便,也可与**集尘相连接;★可根据用户实际需要选择多种主体材质:SS304,SS304L,SS316,316L,碳钢等★可配置自动切刀,并设置自动反馈,实现整体设备的连锁自动化;★整体结构、整体高度及料斗可根据用户的实际现场布置进行设计调整;★可配置压袋机进行废袋回收处理★小袋投料站:该设备适用于小袋人工投料,且物料流动性较好的工况。浙江小包投料站按需定制工厂;辽宁无尘投料站供应商
一、系统结构自动配料系统是一个通过称重加料、配方控制、混合均化、物料输送等流程,采用微电脑控制和数据管理为一体的综合自动化系统,采用三菱或西门子系列PLC和工控微机组建高性能的控制平台。对于设计一套用于生产控制的自动化系统来说,必须达到具有稳定而可靠的运行、简单而实用操作、以及优越的性价比。二、自动配料系统的组成1)控制部分:上位机采用工业控制微机,以三菱或西门子系列PLC通迅模块以及开关量输入输出模块,以及手动/自动控制切换开关,手控按钮和指示灯等均装置在一体化的控制机柜中,方便操作;2)软件部分:根据配料系统的基本要求、用户的实际需求结合量身定制;3)称重部分:采用高精度称重模块,结合称重控制仪表组合;4)喂料部分:采用气动阀控制、螺杆变频的方式进行投、放料控制;5)混合部分:按物料混合及客户要求配置相关混合设备;6)输送部分:采用螺旋送料方式或气力方式负责送料到**位置三、自动配料系统工作流程称重料斗装置了称重传感器,并连接输入到工控机。本系统设计停机时对每套称重料斗进行人工检零,可监视称重料斗归零位是否正常;在连续配料运行过程中进行自动检零,可修正称重料斗的零位变动,确保计量准确度。比较好的无尘投料站效率高青岛无尘投料站设备厂家按需定制;

料仓内的空气会依次通过转筒上的抽气孔、转筒与转轴之间的间隙、转轴的中空结构、真空管路和真空元件被抽出。为了防止转筒通气孔的堵塞,在料仓内还固定有4根刮片,与转筒的数量和位置相对应。该刮片的两端固定在料仓内的两侧壁上,刮片的一侧边与转筒的外周面之间为接触配合,在转筒随转轴转动的过程中,刮片固定不动,与转筒接触配合,刮去转筒外周面上的残留物。图3抽气组件结构示意图破拱组件破拱组件为外带若干径向耙齿的转动辊。该转动辊位于抽气组件下方料仓的中心处,为水平布置的3根,且转动辊与转筒相互平行。转动辊的一端与转轴一样,通过轴承连接在料仓内的一侧侧壁上;另一端穿过料仓的另一侧侧壁。螺旋输送机构在料仓内底部设置螺旋输送机构,螺旋输送机构的螺杆延伸出料仓外,与延伸出料仓外部分相对的一端为物料出口,物料出口向外延伸凸出机架约20~30cm。在物料出口的下方设置带盛料盘的称重装置,称重装置的主体固定在机架上,其盛料盘向外伸出位于物料出口的正下方。工作原理及工作过程真空上料仓工作时,粉状物料在料仓内由于重力作用下落,沿其下落方向依次经过抽气组件、破拱组件和螺旋输送机构。
升降驱动器带动送料座下降并落入堆积的颗粒物料内,颗粒物料即在重力作用下落入送料座顶部的倾斜面上,然后升降驱动器带动送料座沿下料管的外侧上升,且在上升过程中,下料管的外壁会对送料座倾斜面底端的颗粒物料形成阻挡,避免颗粒物料从倾斜面上掉落,直至送料座倾斜面底端上升至下料管入料口处时,升降驱动器停止,下料管失去对颗粒物料的阻挡能力,颗粒物料将沿送料座倾斜面逐一地滑落至下料管入料口内;此后,颗粒物料在重力作用下沿下料管下落至从出料口掉出,掉出后的颗粒物料将掉落至接料板上、推料环内;接着,推料器再带动推料环移动,直至推料环及其内部的颗粒物料移动至接料板之外,颗粒物料将失去垂向的承托而掉落至下一工位或用于存储颗粒物料的存储器具内。该输送装置通过料斗、下料管、送料座和升降驱动器的设置即可实现颗粒物料的***次逐一输送,而通过接料板、推料环和推料器的设置又可以进行第二次的逐一输送,其结构简单且工作快速、稳定,有利于简化设备结构和提高工作效率。所述的颗粒物料输送装置。山东无尘投料站按需定制设备厂家;

如何将其及时打碎成粉状;三是如何将处理完毕的粉状物料快速均匀地从出料口送出,进行后续的定量称重。真空上料仓的结构设计针对真空上料仓需要完成的两项功能及存在的三大设计难点,在真空上料仓的结构设计中,设计放置了三类装置:1)在中部偏上处设置抽气组件(包括转筒、转轴、刮片及填料密封轴连接装置);2)在抽气组件的下方设置破拱组件;3)在破拱组件下方(真空上料仓的底部)安装螺旋输送机构,螺旋输送机构带有螺杆,通过螺杆的转动推进物料。抽气组件抽气组件包含4根水平设置在料仓内的转轴和套设在转轴外的转筒(见图3),分为2层,其中,2根在上,向料仓中心处靠近;另外2根在下,向料仓侧壁处靠近。转筒采用陶瓷加工,其上有若干抽气孔[6]。转筒的两端与转轴之间为固定连接,其余部分与转轴之间有2~3mm的间隙,该间隙与转筒上的抽气孔连通。转轴的一端通过轴承连接在料仓内的侧壁上;另一端贯穿料仓的另一侧壁,延伸出料仓侧壁后通过填料密封轴连接装置与真空管路密封连接,填料密封轴连接装置可随转轴绕真空管路转动。转轴贯穿料仓侧壁的部分及延伸出侧壁外的部分均为中空结构,在料仓内,该中空结构与间隙连通,在料仓外,该中空结构与真空管路连通,这样。甘肃无尘投料站按需定制设备厂家;西藏无尘投料站设备
河北本地无尘投料站设备厂家;辽宁无尘投料站供应商
操作者**配料运行过程开始后,PLC控制第一种物料加料的气动阀、螺杆开启,该种物料徐徐加入称重料斗,计算机实时监测称重计量传感器传送过来的信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开,第一种物料加料气动阀、螺杆关闭,待稳定后测得称重料斗和已加入物料的总重,并以此值作为第二种物料加料前的零位。紧接着开始第二种物料的加料过程,如此反复至第二、第三、……,直至全部物料加料完毕。加料过程结束并满足预先设定的全部放料条件,放料过程开始。放料气动阀开,混合料在重力作用下自然流出。系统实时监测称重料斗计量传感器传送过来的信号,当检测到称重料斗总重量**到初始零位时,放料阀关闭,放料过程结束,进入混合流程。操作者可预先设定每次投料开启的顺序。系统可记录运种中的罐号,每一种原料的实际加料量,与配方设定目标值的偏差,加料起止时分和加料时间,以及放料起止时分和放料时间等运行数据。通过上位机应用程序,可查询和打印系统运行的原始数据和统计报表。四、系统控制本设备采用**的自动化产品控制。采用德国SIEMENS可编程序控制器(PLC)和触摸屏(HMI)进行逻辑控制;**品牌低压电器;台达变频器。辽宁无尘投料站供应商