电镀生产线其组成部分围绕 “前处理→电镀处理→后处理→辅助控制” 具体如下: 一、工艺处理系统 1. 前处理设备 除油装置: 化学除油槽:使用碱性溶液或表面活性剂,去除工件表面油污。 电解除油槽:通过电化学作用强化除油效果,分阳极除油(适用于钢铁件)和阴极除油(适用...
电镀设备基本参数
- 品牌
- 志成达
- 型号
- 志成达
- 基材
- PVC
电镀设备企业商机
小型电镀实验槽是材料表面处理领域的重要工具,主要用于工艺研发、样品制备及教学演示,具体作用如下:
工艺优化与镀液研发:可探索电镀工艺参数(如镀液成分、电流密度、温度等)对镀层质量的影响,通过调控参数分析镀层的厚度、均匀性、光泽度等指标,为工业化生产筛选比较好工艺方案。同时,支持新型镀液配方的小试实验,评估镀层的耐腐蚀性、耐磨性等性能,助力环保型、功能性镀液的开发与改良。
精细制备小批量样品:在科研场景中,能精确控制电镀过程,为材料科学、表面工程等领域提供少量高质量样品,用于微观结构分析、成分分布检测等基础研究;在产品开发阶段,可快速制备电镀试样,帮助企业验证新产品的外观与性能,提前优化设计,降低大规模生产的试错成本。
教学实践与科普展示:作为教育工具,支持学生亲身体验电镀原理与操作流程,通过调节参数观察实验现象,培养实践动手能力与科学思维;在科普活动中,以直观的电镀过程演示,向公众展示表面处理技术的魅力,激发对材料科学的兴趣。其紧凑设计与灵活可控性,使其成为连接理论研究与实际应用的关键桥梁,兼具科研价值、生产指导意义与教育功能。编辑分享 温控设备集成加热管与冷水机,准确调节镀液温度(如镀硬铬需 50-60℃),确保电化学反映在好的区间进行。广东脉冲电镀设备

阳极氧化线的主要组成部分
1. 前处理系统
目的:表面油污、氧化皮和杂质,确保氧化膜与基体结合牢固。
工序:
除油-碱蚀 / 酸洗-多级水洗
2. 阳极氧化处理系统
氧化槽:
材质:耐酸碱的 PP、PVC 或玻璃钢,内置阴极板(铅板、不锈钢)和导电装置。
控制装置:
电源--温控系统--搅拌系统
电解液类型:
硫酸:常用,成本低,膜透明度高,适合装饰性氧化(如铝型材染色)。
草酸:膜硬度高、耐磨性强,用于硬质氧化(如航空零件)。
铬酸:膜层柔软、孔隙少,适合复杂工件或疲劳敏感零件(如汽车部件)。
3.后处理系统(功能拓展)
染色(可选):利用氧化膜的多孔性吸附有机染料或金属盐,实现颜色定制。
封孔(关键工序):
热水封孔:使氧化膜水合生成 Al₂O₃・nH₂O,堵塞孔隙,提升耐腐蚀性。
蒸汽封孔:高温蒸汽加速水合,适合厚膜(如硬质氧化)。
化学封孔:镍盐 / 钴盐溶液,形成氢氧化物沉淀封孔
干燥:热风循环或烘箱去除水分,防止封孔后白斑。
4.自动化控制系统
输送设备:悬挂式链条、龙门行车或机械手,实现工件在各槽间的自动传输。
参数监控:PLC 或工业电脑实时监测电压、电流、电解液浓度、温度、pH 值,自动补加药剂或调整工艺参数。 全自动电镀设备生产过程前处理的超声波除油设备结合碱性洗液,高频振动剥离顽固油污,提升复杂结构工件清洁效果。

电镀设备是通过电解反应在物体表面沉积金属层的装置,用于形成保护性或功能性涂层。
其系统包括:
电解电源:提供0-24V直流电,电流可达数千安培,适配不同镀种需求;
电解槽:耐腐蚀材质(如PP/PVDF),双层防漏设计,容积0.5-10m³;
电极系统:阳极采用可溶性金属或不溶性钛篮,阴极挂具定制设计,确保接触电阻<0.1Ω;
控制系统:精细温控(±1℃)、pH监测(±0.1)及镀层厚度管理。
设备分类:
挂镀线:精密件加工,厚度均匀性±5%;
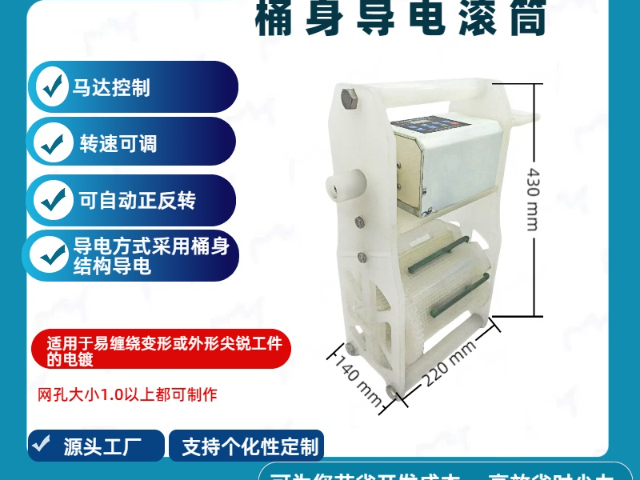
滚镀系统:小件批量处理,效率3-8㎡/h;
连续电镀线:带材/线材高速生产,产能达30㎡/h;
选择性电镀:数控喷射,局部镀层精度±3%。
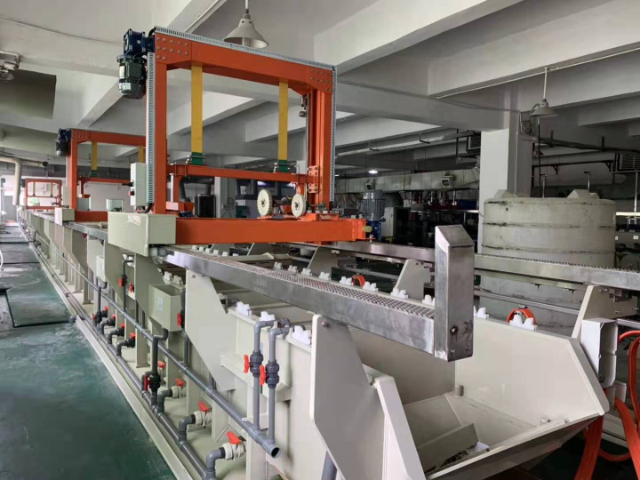
电镀自动线是通过自动化设备实现连续生产的电镀系统,主要类型及特点如下:
主流自动线类型
1.龙门式自动线
结构:多工位龙门机械手驱动,PLC控制
特点:精度高(±0.1mm),适用于精密件(如汽车部件、电子接插件)
产能:单线日处理量可达5000-10000件
2.环形垂直升降线
结构:环形轨道+升降机,连续循环作业
特点:节拍快(20-40秒/挂),适合中小型工件(如五金件、卫浴配件)
优势:占地小,能耗低(节电30%以上)
3.滚镀自动线
结构:六角滚筒+变频驱动,批量处理小型零件(螺丝、纽扣)
参数:滚筒转速3-10rpm,装载量50-200kg/批
镀层均匀性:±15%,效率达8㎡/h
4.连续电镀线
类型:带材/线材电镀(如PCB铜箔、铜线)
技术:张力控制+多槽串联,速度可达10-30m/min
精度:镀层厚度偏差<5%
5.机器人电镀线
配置:六轴机器人+视觉定位
系统应用:复杂曲面工件(汽车轮毂、航空部件)
优势:柔性生产,支持多品种切换
应用领域
汽车:镀锌螺栓、轮毂镀铬
电子:PCB微孔镀铜、连接器镀金
五金:卫浴配件镀镍、锁具镀锌 滚镀后的离心甩干设备内置防滑衬垫,高速旋转时固定工件,避免碰撞损伤并加速脱水。

全自动磷化线
一种用于金属表面处理的自动化生产线,通过化学磷化工艺在金属表面形成一层磷酸盐转化膜,以提升金属的耐腐蚀性、涂装附着力和润滑性能
一、基本概念
1.磷化(Phosphating)是一种化学表面处理技术,利用磷酸盐溶液与金属(如钢铁、锌、铝等)发生反应,生成一层致密的磷酸盐晶体膜(如磷酸铁、磷酸锌)
功能:防锈、增强涂层附着力、减少摩擦、延长金属寿命
2.全自动磷化线通过自动化设备实现磷化工艺全流程无人化操作,覆盖预处理、磷化、后处理等环节。
二、组成
1.预处理单元
脱脂槽:去除金属表面油污
酸洗槽:氧化皮和锈迹
水洗槽:冲洗残留化学药剂
2.磷化处理单元
磷化槽:主反应区,金属浸泡或喷淋磷化液,生成转化膜
温度与浓度控制:通过传感器和自动加药系统维持工艺参数稳定
3.后处理单元
封闭/钝化槽:增强磷化膜耐腐蚀性
烘干系统:热风或红外烘干,避免水痕残留
4.自动化系统
输送装置:传送带、机械臂或悬挂链,精细控制工件移动
PLC控制:集成温控、液位监测、流程时序管理
数据监控:实时记录工艺参数,支持远程操作与故障诊断
三、工作流程
上料 → 脱脂 → 水洗 → 酸洗 → 水洗 → 表调(调整表面活性)→ 磷化 → 水洗 → 钝化 → 烘干 → 下料。
工件篮设备用于篮镀工艺,网孔大小根据工件尺寸定制,兼顾电解液流通性与防止小件掉落。海南电镀设备生产过程
镀铬设备需配置铅合金阳极与阳极袋,防止杂质污染电解液,确保硬铬镀层的高硬度与耐磨性。广东脉冲电镀设备
废气净化设备的技术升级与环保效益:电镀废气处理设备通过多级净化技术实现达标排放。酸雾净化塔采用逆流喷淋+纤维除雾工艺,对HCl、H₂SO₄等酸性废气的去除率达99%以上。工厂新增活性炭吸附+催化燃烧装置,将VOCs浓度从200mg/m³降至15mg/m³以下。设备集成在线监测仪表,实时显示废气流量、温度和污染物浓度,超标时自动触发应急处理程序。在镀铬车间,采用离子液吸收技术替代传统碱液,吸收效率提升至98%,同时降低30%的药剂消耗。通过废气处理设备升级,企业可满足《电镀污染物排放标准》(GB21900-2008)特别排放限值要求。广东脉冲电镀设备
与电镀设备相关的文章
与电镀设备相关的产品



与电镀设备相关的新闻
-
实验型电镀设备供应商 2025-06-22 15:09:32半导体滚镀设备 是一种于半导体制造中金属化工艺的精密设备,主要用于在半导体晶圆、芯片或微型元件表面沉积均匀的金属镀层。其在于通过可控的电化学或化学镀工艺,实现高精度、高一致性的金属覆盖,满足集成电路封装、先进封装及微机电系统等领域的特定需求 与传统滚镀不同,半导体滚镀更注重工艺洁净度...
-
小型电镀设备供应商家 2025-06-20 06:12:37如何选择滚镀机 一、零件特性:从形状到材质的精细适配 1. 形状复杂度 规则件--(如螺丝、螺母):优先选择卧式滚镀机,六棱柱滚筒设计(开孔率 20%-40%)可实现零件均匀翻滚,镀层均匀性达 95% 以上 精密件--(如半导体引线框架):采用振动电镀机,通过电磁振动(振...
-
高速电镀设备配件 2025-06-19 11:10:32电镀生产线的类型 1.挂镀生产线:适用于各种形状和尺寸的零件,尤其是较大型、批量较小的零件,能够保证零件的电镀质量和均匀性。 应用:汽车零部件、机械零件、五金制品等行业,如汽车轮毂、自行车车架、门把手等的电镀。 2.滚镀生产线:该生产线生产效率高,适合于大批量、小尺寸零件的电镀...
-
湖北真空电镀设备 2025-05-23 02:12:14三筒式电阻电容全自动滚镀设备 是为电阻、电容等微型电子元件设计的自动化电镀装置,通过三滚筒协同作业与全流程智能控制,实现高效、高精度镀层加工。要点: 1.结构与原理 三滚筒系统: 三个滚筒可同步处理不同工艺或元件(如电阻镀锡、电容镀银),或联动提升产能。滚筒采用PP/PV...
与电镀设备相关的问题
与电镀设备相关的标签
新闻资讯
产品推荐
-

广东实验电镀设备招商加盟
2025-07-12 -

江苏实验电镀设备售后服务
2025-07-11 -

广东深圳手动精密滚镀金电镀生产线厂家供应
2025-07-11 -
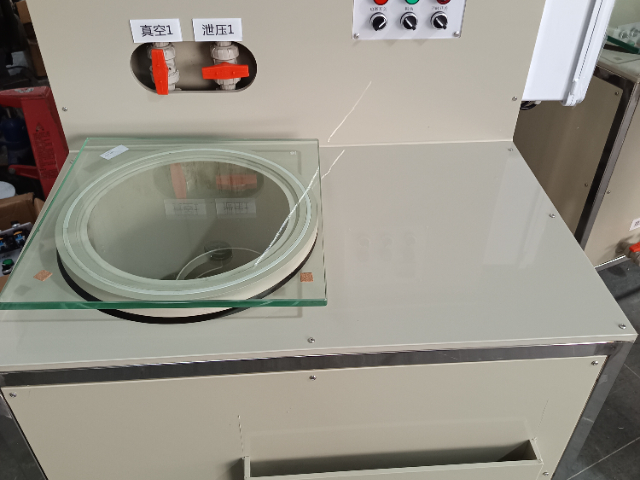
重庆真空环境真空机
2025-07-11 -

湖北国产实验电镀设备
2025-07-10 -

真空机厂家
2025-07-10 -
上海实验电镀设备供应商家
2025-07-09 -
重庆电镀前处理产品真空机
2025-07-09 -
江西贵金属电镀滚筒供应商
2025-07-09