电镀生产线其组成部分围绕 “前处理→电镀处理→后处理→辅助控制” 具体如下: 一、工艺处理系统 1. 前处理设备 除油装置: 化学除油槽:使用碱性溶液或表面活性剂,去除工件表面油污。 电解除油槽:通过电化学作用强化除油效果,分阳极除油(适用于钢铁件)和阴极除油(适用...
电镀设备基本参数
- 品牌
- 志成达
- 型号
- 志成达
- 基材
- PVC
电镀设备企业商机
半导体滚镀与传统滚镀的区别:
对比项 传统滚镀 半导体滚镀 对象 小型金属零件(螺丝、纽扣等) 晶圆、芯片、微型半导体元件 精度 微米级 纳米级(≤100nm) 洁净度 普通工业环境 无尘室(Class100~1000) 工艺控制 电流/时间粗调 实时闭环控制(电流、流量、温度) 镀液类型 酸性/碱性镀液 高纯度镀液(低杂质)
发展趋势:
大尺寸晶圆兼容:适配12英寸(300mm)晶圆,向18英寸过渡。环保镀液:无物、低毒配方,减少废水处理压力。智能化集成:AI工艺优化:通过机器学习预测镀层缺陷。与CMP(化学机械抛光)、PVD设备联动,形成全自动金属化产线
总结:
半导体滚镀设备是封装与芯片制造的关键装备,通过精密旋转与镀液控制,实现纳米级金属镀层的均匀沉积。其技术在于洁净环境下的高精度工艺控制 后处理电镀设备包含钝化槽与干燥箱,前者增强镀层耐腐蚀性,后者快速去除水分防止白斑。浙江电镀设备生产线

龙门自动线的特点
高精度定位
伺服系统+光栅尺反馈,确保工件浸镀位置误差<1mm适用于精密电子接插件、汽车精密部件等对镀层均匀性要求高的场景(厚度偏差±3-5%)。
多工艺兼容性
可集成除油、酸洗、电镀、钝化、烘干等20+工序支持挂镀、滚镀(通过可切换挂具)混合生产
柔性化生产
通过编程快速切换工件类型(换型时间<30分钟)支持小批量多品种(如同时处理10种不同规格螺栓)
稳定性强
故障率<0.5%(关键部件如电机、传感器采用工业级防护)连续运行寿命>10万小时
典型应用
行业 应用案例 工艺要求 汽车制造 发动机支架镀锌、轮毂镀铬 耐盐雾>720小时,厚度10-15μm
电子行业 手机接口镀金、PCB接插件镀镍 镀层 孔隙率<5个/cm² 五金 卫浴镀铜镍铬三镀层 表面粗糙度Ra<0.2μm 浙江电镀设备生产线过滤循环设备通过精密滤芯净化电解液,去除金属颗粒等杂质,保障镀液清洁与工艺稳定。

电镀设备的组成
1.电解电源系统
提供稳定直流电,通常采用高频开关电源或硅整流器,电压范围0-24V,电流可调至数千安培,满足不同镀种需求。
2.电解槽体结构
耐腐蚀材质槽体(如PP/CPVC/PVDF),尺寸设计依据生产需求,典型容积0.5-10m³,配置防渗漏双层结构。
3.电极系统
阳极组件:可溶性金属(如镍板)或不溶性阳极(钛篮+金属球),配置阳极袋防止杂质扩散
阴极挂具:定制化设计,确保工件均匀受镀,接触电阻<0.1Ω
4.工艺控制系统
温控精度±1℃,流量控制误差<5%
在线pH监测(±0.1精度)
安培小时计控制镀层厚度
设备分类与技术参数
类型 适用场景 产能(㎡/h) 厚度均匀性 典型配置
挂镀线 精密零部件 0.5-2 ±5% 多工位龙门架,PLC控制 滚镀系统 小件批量处理 3-8 ±15% 六角滚筒,变频驱动 连续电镀线 带材/线材 10-30 ±8% 张力控制+多槽串联 选择性电镀 局部强化 0.1-0.5 ±3% 数控喷射装置,微区控制
电镀自动线是通过自动化设备实现连续生产的电镀系统,主要类型及特点如下:
主流自动线类型
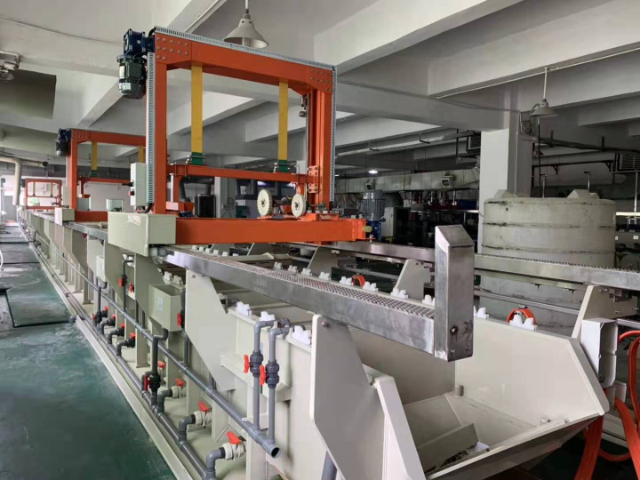
1.龙门式自动线
结构:多工位龙门机械手驱动,PLC控制
特点:精度高(±0.1mm),适用于精密件(如汽车部件、电子接插件)
产能:单线日处理量可达5000-10000件
2.环形垂直升降线
结构:环形轨道+升降机,连续循环作业
特点:节拍快(20-40秒/挂),适合中小型工件(如五金件、卫浴配件)
优势:占地小,能耗低(节电30%以上)
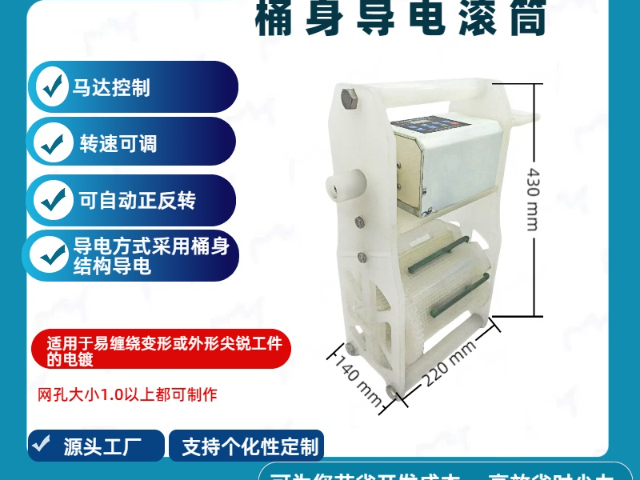
3.滚镀自动线
结构:六角滚筒+变频驱动,批量处理小型零件(螺丝、纽扣)
参数:滚筒转速3-10rpm,装载量50-200kg/批
镀层均匀性:±15%,效率达8㎡/h
4.连续电镀线
类型:带材/线材电镀(如PCB铜箔、铜线)
技术:张力控制+多槽串联,速度可达10-30m/min
精度:镀层厚度偏差<5%
5.机器人电镀线
配置:六轴机器人+视觉定位
系统应用:复杂曲面工件(汽车轮毂、航空部件)
优势:柔性生产,支持多品种切换
应用领域
汽车:镀锌螺栓、轮毂镀铬
电子:PCB微孔镀铜、连接器镀金
五金:卫浴配件镀镍、锁具镀锌 安全防护设备包括防腐内衬、漏电保护装置及应急冲洗设施,降低药液泄漏与触电风险。

废气净化设备的技术升级与环保效益:电镀废气处理设备通过多级净化技术实现达标排放。酸雾净化塔采用逆流喷淋+纤维除雾工艺,对HCl、H₂SO₄等酸性废气的去除率达99%以上。工厂新增活性炭吸附+催化燃烧装置,将VOCs浓度从200mg/m³降至15mg/m³以下。设备集成在线监测仪表,实时显示废气流量、温度和污染物浓度,超标时自动触发应急处理程序。在镀铬车间,采用离子液吸收技术替代传统碱液,吸收效率提升至98%,同时降低30%的药剂消耗。通过废气处理设备升级,企业可满足《电镀污染物排放标准》(GB21900-2008)特别排放限值要求。硬质阳极氧化设备集成低温制冷系统,控制电解液温度在 0-10℃,生成厚度超 100μm 的耐磨膜层。海南连续电镀设备
阳极装置分可溶性(如锌板、铜板)与不溶性(如铅板),维持电解液金属离子浓度,保障电镀反应持续稳定。浙江电镀设备生产线
电泳生产线的主要组成部分:
1.前处理系统
对工件表面进行清洗、除油、除锈、磷化(或钝化)等处理,确保表面洁净并增强涂层附着力。
设备包括:预清洗槽、脱脂槽、酸洗槽、磷化槽、水洗槽、烘干炉等。
2.电泳槽系统
电泳主槽:容纳电泳液,工件在此进行涂装,槽体需恒温控制(通常 20~30℃)。
循环过滤系统:保持电泳液均匀,过滤杂质,防止颗粒污染涂层。
电源系统:提供直流电源,控制电压、电流参数,调节涂层厚度和质量。
超滤(UF)系统:分离电泳液中的水分和杂质,回收涂料并净化废水。
3.后处理系统
清洗工序:电泳后水洗(超滤水洗、纯水洗)去除工件表面残留的电泳液,避免杂质影响涂层质量。
烘干固化线:通过烘箱或隧道炉对湿膜进行高温固化(通常 160~200℃),形成坚硬的漆膜。
4.自动化控制系统
集成 PLC 或工业计算机,控制各工序的时间、温度、电压、液位等参数,实现全流程自动化。
配备输送系统(如悬挂链、滚床、机械手),实现工件的连续传输。 浙江电镀设备生产线
与电镀设备相关的文章
与电镀设备相关的产品



与电镀设备相关的新闻
-
实验型电镀设备供应商 2025-06-22 15:09:32半导体滚镀设备 是一种于半导体制造中金属化工艺的精密设备,主要用于在半导体晶圆、芯片或微型元件表面沉积均匀的金属镀层。其在于通过可控的电化学或化学镀工艺,实现高精度、高一致性的金属覆盖,满足集成电路封装、先进封装及微机电系统等领域的特定需求 与传统滚镀不同,半导体滚镀更注重工艺洁净度...
-
小型电镀设备供应商家 2025-06-20 06:12:37如何选择滚镀机 一、零件特性:从形状到材质的精细适配 1. 形状复杂度 规则件--(如螺丝、螺母):优先选择卧式滚镀机,六棱柱滚筒设计(开孔率 20%-40%)可实现零件均匀翻滚,镀层均匀性达 95% 以上 精密件--(如半导体引线框架):采用振动电镀机,通过电磁振动(振...
-
高速电镀设备配件 2025-06-19 11:10:32电镀生产线的类型 1.挂镀生产线:适用于各种形状和尺寸的零件,尤其是较大型、批量较小的零件,能够保证零件的电镀质量和均匀性。 应用:汽车零部件、机械零件、五金制品等行业,如汽车轮毂、自行车车架、门把手等的电镀。 2.滚镀生产线:该生产线生产效率高,适合于大批量、小尺寸零件的电镀...
-
湖北真空电镀设备 2025-05-23 02:12:14三筒式电阻电容全自动滚镀设备 是为电阻、电容等微型电子元件设计的自动化电镀装置,通过三滚筒协同作业与全流程智能控制,实现高效、高精度镀层加工。要点: 1.结构与原理 三滚筒系统: 三个滚筒可同步处理不同工艺或元件(如电阻镀锡、电容镀银),或联动提升产能。滚筒采用PP/PV...
与电镀设备相关的问题
与电镀设备相关的标签
新闻资讯
产品推荐
-

广东实验电镀设备招商加盟
2025-07-12 -

江苏实验电镀设备售后服务
2025-07-11 -

广东深圳手动精密滚镀金电镀生产线厂家供应
2025-07-11 -
重庆真空环境真空机
2025-07-11 -

湖北国产实验电镀设备
2025-07-10 -

真空机厂家
2025-07-10 -
上海实验电镀设备供应商家
2025-07-09 -
重庆电镀前处理产品真空机
2025-07-09 -
江西贵金属电镀滚筒供应商
2025-07-09