
- 品牌
- 嘉好机械
- 型号
- JHB1500
- 加工定制
- 是
- 螺杆形式
- 锥形双螺杆
- 螺杆直径
- 110
- 螺杆转速
- 34.7
- 主电动机功率
- 200
- 生产能力
- 1500
- 螺杆数
- 双螺杆
- 颜色
- 蓝色,绿色,橙色,黄色,可定制
SPC生产线介绍:
高速混料机---根据SPC地板的生产工艺配方,将所有的原材料通过真空吸料的方式投入高混料罐中,通过高速旋转摩擦升温的原理,将原材料均匀混合,达到温度后再进入冷辊料罐中冷却;
储料仓---存储混合均匀的原材料,作用一可以防止挤出机断料,作用二可再次冷却原材料;
挤出机---通过双螺杆挤出,将粉状原材料挤出成型,通过衣架式模具将物料挤压成片材;
压延机---一、二辊定厚,三辊贴合耐磨层和画纸,四辊压纹;
冷却托架---因压延贴合是在高温的状态下进行的,通过冷却托架的延伸,对制品降温定型;托架上安装带有刻度的修边刀片,修剪出精确的宽度;
牵引机---辅助拉动制品并保证制品的直线度;
剪板机---带有精确的光电定长仪,剪切出精确的长度;
抬板机---通过伺服控制,自动卸料、码垛,节省人力。 石塑地板无需砍伐树木,破坏生态,因此获得了“环保新材料”的称号,这也是石塑地板与传统铺料相比的优势。浙江自动化SPC地板挤出生产线工艺
SPC地板挤出生产线
SPC石塑地板生产线优点:
●总体布局合理、紧凑、体积小、外形美观。
●机身用于焊接低碳质量好的钢型材。机身横截面采用框架结构,同时设置钢肋板,刚性好,采用整体车身处理和整体加工,变形小。
●减速分配传动系统由我公司采用德国技术设计制造。传动轮系采用20Cr2Ni4、45CrNiMoVA等高度特殊合金钢精心制造和特殊处理。齿轮强度高,表面硬度高,芯部韧性高;
箱体采用卧式加工中心加工;采用德国INA公司轴承等进口轴承。因此,整体具有承载力高、输出扭矩大、扭矩系数高、噪音低、运行稳定、使用寿命长等优点。 福建智能SPC地板挤出生产线值得推荐由于SPC地板生产线挤出量比较大,而且需要在线覆膜,因此连续生产的稳定性相当重要;

SPC钙塑地板的英文为:Soft composite board,也是硬质多层复合PVC钙塑地板的简称
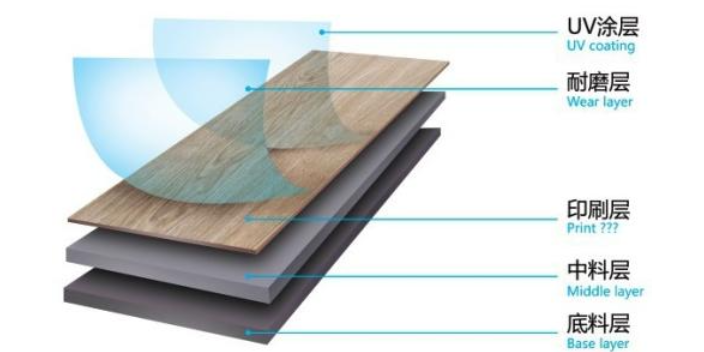
SPC钙塑地板是通过挤出机挤出PVC的基材,用四辊压光机组,分别把PVC彩膜+PVC耐磨层+PVC底膜,一次性压贴复合而成的产品,工艺简单、贴合靠热量完成,不含胶水。
SPC钙塑地板材料使用环保配方,不含重金属、邻笨二甲酸脂、甲醛等有害物质,符合EN14372、EN649-2011、IEC62321、GB4085-83标准。SPC钙塑地板密度:1.9~2吨/立方米;
SPC钙塑地板收缩率:≤1‰(经过回火处理);:≤2.5‰(没有经过回火处理)(收缩率测试标准:80℃,6小时的标准)
SPC钙塑地板优点:SPC地板物理指标稳定可靠、化学指标符合国际、国家标准!
SPC钙塑地板缺点:SPC地板密度大、重量重,运输成本高!
SPC钙塑地板与WPC地板对比:SPC地板制造工艺简单,生产成本低,投资低回报快!
SPC地板主要性能要求:
1.有较低的收缩率、翘曲度和较好的韧性;
2.保证各种环境下不易变形和较好的锁扣拉力以及基材和膜之间一定的剥离力。性能主要依靠材料种类组份加工工艺设备能力来决定。
加工要求:
1.由于SPC地板生产线挤出量比较大,而且需要在线覆膜,因此连续生产的稳定性相当重要;
2.由于SPC地板是高填充,螺杆磨损严重,螺杆价值比较高,因此必须考虑螺杆寿命对总成本的影响;
3.地板比较薄、厚度公差要求小,挤出速度快,因此要求有较好的物料分散性、塑化性能和流动性。
加工设备:
1.高耐磨,挤出压力相对较低塑化较好的螺杆料筒;
2.设计合理出料均匀的模具;
3.操作调整简单、控制厚度正确的多辊压延系统;
4.膜导向张力控制纠偏系统正确可靠;
5.并有足够的冷却空间和能力;
6.切割及移动不能对板材外观及翘曲程度产生不利影响。 在高层建筑中对于楼体承重和空间节约,有着无可比拟的优势。同时在旧楼改造中有着特殊的优势。

教你如何找到比较好的地板
不能只单看地板的厚度,材质才是重:
石粉含量越高的石塑地板定性跟耐用性都会更好,塑胶成分太多容易热胀冷缩变形。
判断地板会不会弯曲:
越弯曲表示石粉含量越低,也较容易变形。
判断地板剖面颜色:
要呈现白色,颜色偏黑就说明塑胶成份较多。
除了地板材质之外,卡扣也是一大重点:
卡扣如果密合度不够,或是材质太软都容易断裂!
判断卡扣密合度:
由于卡扣是固定地板很主要的地方,若断裂了会造成地板浮起或不平。 SPC石塑地板柔软,有弹性,导热性好,散热均匀,赤脚走在地板上感觉温暖,舒适亲切。安徽安装SPC地板挤出生产线报价行情
SPC地板又叫石塑地板,大部分是片材,是一种品质高、高科技研发的新型地面材料。浙江自动化SPC地板挤出生产线工艺
PVC木塑地板基材工艺流程:
1、原料准备好原料
PVC树脂、木粉、秸秆、轻质碳酸钙及其他化工助剂。
2、混合
(1)按配方要求,手动操作进行计量配方配比,计量务必准确。
(2)计量结束后,启动高速混合机,将计量好的所有原料放入高速混合机,混合15分钟左右。
3、投料(使用设备:上料机)
将混合均匀的物料经螺旋自动上料机投入挤出机的料斗中。
4、挤出塑化(使用设备:双螺杆挤出机)
将挤出机预先设定并保温,设定温度为170℃左右。将投入挤出机料斗的物料通过挤出机熔融塑化并通过模头挤出至真空定型装置中。
5、冷却定型(使用设备:真空定型部件)
将通过挤出机模头挤出的物料送至真空定型装置中,通过循环冷却水冷却定型。
6、牵引(使用设备:牵引机)
将冷却定型的木塑板通过牵引机牵引出来,送至切割机。
7、切割(使用设备:切割机)
将送至切割机的木塑板切割成所需的长度,切割好的木塑板整齐摆放在托盘上,摆放高度不能超过1米。 浙江自动化SPC地板挤出生产线工艺

- 湖南安装SPC地板挤出生产线咨询报价 2024-03-05
- 浙江SPC地板挤出生产线售后服务 2024-03-05
- 山西SPC地板挤出生产线值得推荐 2024-03-02
- 福建SPC地板挤出生产线以客为尊 2024-02-29
- 河北特定SPC地板挤出生产线售后服务 2024-02-29
- 天津特定SPC地板挤出生产线技术指导 2024-02-29
- 上海加工SPC地板挤出生产线以客为尊 2024-02-29
- 辽宁工业SPC地板挤出生产线哪家强 2024-02-29





