
- 品牌
- 嘉好机械
- 型号
- JHB1500
- 加工定制
- 是
- 螺杆形式
- 锥形双螺杆
- 螺杆直径
- 110
- 螺杆转速
- 34.7
- 主电动机功率
- 200
- 生产能力
- 1500
- 螺杆数
- 双螺杆
- 颜色
- 蓝色,绿色,橙色,黄色,可定制
SPC地板基板的优点:
背面电缆空间;防火、防水、耐洗、耐用;所需工具数量小;无需进一步修整;坚硬的表面,防止褪色、剥落和开裂;易于维护安装方便快捷。
SPC地板基板的制造工艺如何?
SPC装饰踢脚线挤出机采用特殊设计的螺杆、筒体、模具和挤出机;塑料挤出复合热冲压切割包装。
SPC地板底板的应用:
SPC地板基板某些型号可以用适当的粘合剂(如PP/86)或简单的联锁系统,弹簧钢夹用螺钉和销钉固定在墙上;
SPC地板底板有多种颜色,从混合着色剂到木材饰面,以满足任何需要并与其他地板类型组合;
除装饰功能外,这些踢脚板完全满足一般技术规范,因为它们隐藏了大多数铺设的浮动地板的周边扩展空间。 PVC地板由于其花色丰富,色彩多样而被普遍用于居家和商业的各方面。福建质量SPC地板挤出生产线工艺
SPC地板挤出生产线
SPC塑地板描述:
SPC钙塑地板的英文为:Mutilevelcompositeboard,也是硬质多层复合PVC钙塑地板的简称。
SPC钙塑地板是通过挖出机挤出PVC的基材,用四提压光机组,分别把PVC彩+PVC耐磨层+PVC底膜,一次性压贴复合而成的产品,工艺简单、贴合靠热量完成,不含胶水;
SPC钙塑地板材料使用环保方,不含重金属、笨二甲酸脂、甲醛等有害物质,符合EN14372、EN649-2011、IEC62321、GB4085-83标准;
SPC钙塑地板密度:1.9~2吨/立方米;
SPC钙塑地板收缩率:s1%。(经过回火处理),2.5%。(没有经过回火处理)(收缩率测试标准:80%C,6小时的标准);
SPC钙塑地板优点:SPC地板物理指标稳定可靠、化学指标符合国际、国家标准! 湖南智能SPC地板挤出生产线方案设计新型SPC地板具有地板表面防滑、耐磨、美观、实用。

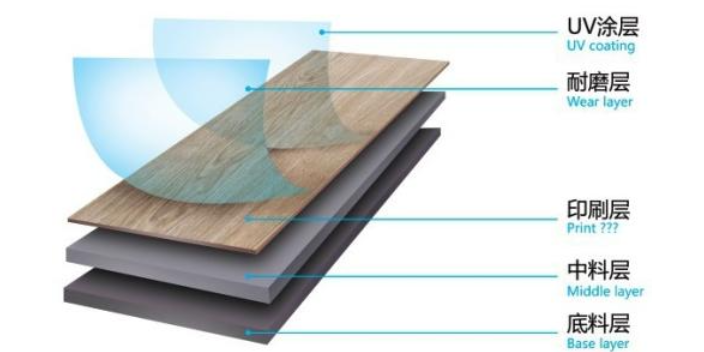
SPC地板生产线工艺技术,挤出基材,浮雕木纹层,彩膜装饰层,耐磨层可在同一台设备上同时完成。
基材直接可做上各种各样浮雕木纹;
表面可热敷上各种不同颜色的装饰层;
可直接在板材装饰层上热敷耐磨层;
底层玻纤软垫消音层,可直接热敷上去。
以上四条均可同时在一条生产设备上完成多层结合为一体。可减少表层处理花纹,耐磨的设备。减少人工及设备的投入,降低SPC地板生产成本,而且一套自动化流水线只要两个人就可操作了,基本实现自动化生产的准则。该产品主要技术,设备先例、自动化程度高。
SPC石塑地板的用处:
SPC石塑地板范围的应用非常广,各种运动场、办公室、宾馆、学校、多功能厅、幼儿园、健身房、舞蹈室、住宅内隔板、天花板,也为公交车、火车、船舶内部装饰以外的厨房和浴室柜等家具,地板、墙板外、园林、游泳池、船舶和物流托盘等。
SPC地板是由挤出机EXTRUDER挤出PVC的基材,用四辊压延机组,分别把PVC彩膜+PVC耐磨层+PVC底膜,一次性压贴复合而成的产品,工艺简单、贴合靠热量完成,不含胶水。表面不需要增加另外机械设备,配有机械手减少人工投入,减少成本,基本实现自动化生产工艺.PVC石塑地板生产线简称“SPC地板生产线”,SPC地板生产线由自动上料进入高速混料机、高速热混、冷混,可再配五吨储料罐及每个进料囗配上环保吸尘系统(使车间无灰尘)、再自动上料到双螺杆挤出机、由大板模具结构出料进行四辊定型模定型(其间表面多层膜同时进入四辊热粘合于一体),排辊托架冷装置、裁边装置、牵引机、自动切割机、自动抬板等组成。SPC地板的耐磨层有特殊的防滑性,在沾水的情况下脚感更涩,更不容易摔倒,即越遇水越涩。

SPC地板的优点:
绿色环保:SPC地板的主要原料是聚氯乙,聚氯乙烯是环保无毒可再生资源,它早已大量的使用在人们的日常生活中,比如餐具、医用的输液管袋等,其环保性是无需担忧的。SPC地板(片材)主要成分是天然石粉,经检测不含任何放射性元素,更是绿色环保的新型地面装饰材料;
超轻超薄:SPC地板有3.2mm-12mm的厚度,每平方米重量2-7.5kg左右,不足地面材料的10%,在高层建筑中对于楼体承重和空间节约,有着相对较大的优势。同时在二次装修、改造中有着特殊的优势;
强耐磨:SPC地板表面有一层经高科技加工特珠的透明耐磨层,其耐磨转数可达8000转以上,传统的地面材料中较为耐磨的强化木地板耐磨转数只有800-4000转。 卡扣如果密合度不够,或是材质太软都容易断裂!浙江特定SPC地板挤出生产线售后服务
复合型PVC地板就是说它是有多层结构的,复合体型卷材由4~5层结构叠压而成。福建质量SPC地板挤出生产线工艺
SPC钙塑地板生产工艺流程:
工序1:混料根据第五点原材料按照配比,倒入→高速混合机热混(热混温度:125℃,作用是各种材料混合均匀,排除材料中的水份)→进入冷混(给物料降温,防止结块和变色,冷混温度:55℃。)→通过冷却混合均匀的材料;
工序2:挤出加入锥双螺杆挤出机,进行加热挤出→进入板材模头进行挤出成型,成型的片材经过四辊压光机,基材进行定型→贴彩膜→贴耐磨层→冷却→切割;
工序3:UV回火表面UV→回火(回火热水温度:80~120℃;冷水温度:10℃)
工序4:分切开槽+包装分切→开槽→检验→包装。 福建质量SPC地板挤出生产线工艺

- 湖南安装SPC地板挤出生产线咨询报价 2024-03-05
- 浙江SPC地板挤出生产线售后服务 2024-03-05
- 山西SPC地板挤出生产线值得推荐 2024-03-02
- 福建SPC地板挤出生产线以客为尊 2024-02-29
- 河北特定SPC地板挤出生产线售后服务 2024-02-29
- 天津特定SPC地板挤出生产线技术指导 2024-02-29
- 上海加工SPC地板挤出生产线以客为尊 2024-02-29
- 辽宁工业SPC地板挤出生产线哪家强 2024-02-29




