- 品牌
- NINEBOT
- 型号
- 齐全
- 类型
- 铝板材,铝带材,铝排材,铝箔材,铝管材,铝线材,铝粒
- 加工工艺
- 挤压锭
工业材铝电机壳常用表面处理工艺:铝及铝合金环保型化学抛光,确定开发以磷酸一硫酸为基液的环保型化学抛光新技术,该技术要实现NOx的零排放且克服以往类似技术存在的质量缺陷。新技术的关键是在基液中添加一些具有特殊作用的化合物来替代硝酸。为此首先需要对铝的三酸化学抛光过程进行分析,尤其要重点研究硝酸的作用。硝酸在铝化学抛光中的主要作用是抑制点腐蚀,提高抛光亮度。结合在单纯磷酸一硫酸中的化学抛光试验,认为在磷酸一硫酸中添加的特殊物质应能够抑制点腐蚀、减缓比较全腐蚀,同时必须具有较好的整平和光亮效果。工业材铝电机壳体装夹夹具,属电机壳体装夹设备技术领域。热挤压高精度工业材铝电机壳公司
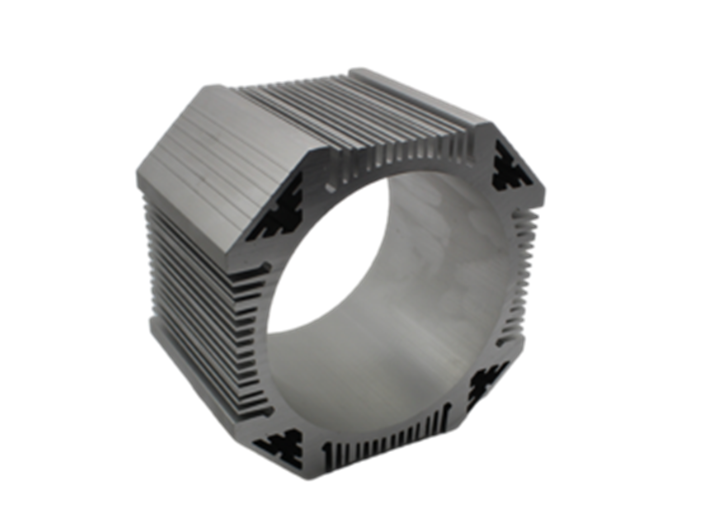
工业材铝电机壳压铸模具,包括下模板,下模框,上模框,上模板,下模腔,上模腔,初电动伸缩杆,顶出板,第二电动伸缩杆,凹槽,下模板的顶端设置有下模框,下模框上设置有下模腔,下模框的顶端设置有上模框,上模框上设置有上模腔,上模框的顶端设置有上模板,下模腔,上模腔形成的模腔形状与电机壳形状一致,且下模框的顶端设置有初电动伸缩杆,上模框上设置有与初电动伸缩杆相匹配的凹槽,下模腔的内部底端设置有顶出板,顶出板的底端设置有第二电动伸缩杆.本实用新型有益效果:初电动伸缩杆上升将上模框,上模板顶起,第二电动伸缩杆带动顶出板上升,将下模腔,上模腔内的工业材铝电机壳顶起,提高工作效率。耐腐蚀热挤压工业材铝电机壳生产工业材铝电机壳加工之后要定期用净布和中性清洁剂清洁铝材表面。
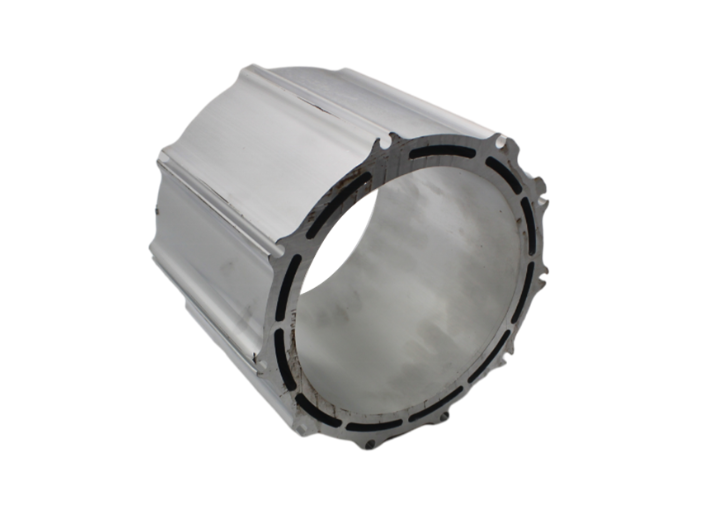
工业材铝电机壳外壳型材是一种空心挤压型材,外壳结构复杂,内腔大,壁厚相差悬殊等问题给模具设计和生产制造带来了很大的难度.本文简要介绍了工业材铝电机壳外壳型材制备和模具结构设计过程,采用旋转式节能熔炼炉设备,同水平热顶铸造半连续铸造法和均质工艺,优化6061-T6硬合金高硅均质铸锭在挤压过程慢速加压前行和在线淬火处理,再经过人工时效.在工业生产上,较终生产出满足用户要求的工业材铝电机壳外壳型材.结果显示,该产品的技术指标均已达到企业标准和国家标准要求。
工业材铝电机壳上色的主要过程有哪些(1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以通过机械手段获得镜面或无光(亚光)表面。(2)阳极氧化:经表面预处理的型材,在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的AL203膜层。(3)封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。氧化膜是无色透明的,利用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可使型材外表显现本色(银白色)以外的许多颜色,如:黑色、古铜色、金黄色及不锈钢色等。工业材铝电机壳常用表面处理工艺:进行了碱性抛光溶液体系的研究。

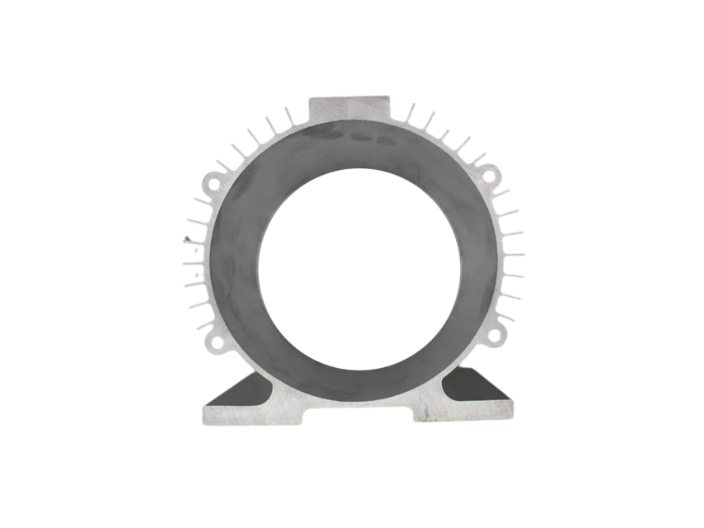
工业材铝电机壳结构,包括铝合金筒体,所述铝合金筒体外设有内层套筒,内层套筒外设有外层套筒,所述内层套筒的壳体为隔热材质制成,所述外层套筒的壳体为铝合金制成,本实用新型中,内层套筒和外层套筒形成两个区间,利用内层套筒内的水冷却铝合金筒体,带走铝合金筒体内电机运转产生的热量,利用左单向阀,右单向阀,左进水管接头,右进水管接头,进水管,出水管,蓄水池和水泵形成循环水,携带热量的水循环流入蓄水池,散热风扇使蓄水池内的热量快速散去,使蓄水池内的水保持低温,以给内层套筒内持续供应冷水,保证持续散热的效果。工业材铝电机壳上色的主要过程,表面预处理:用化学或物理的方法对型材表面进行清洗。安徽工业材铝电机壳源头工厂
工业材铝电机壳对于生产制作有很好的优势。热挤压高精度工业材铝电机壳公司
工业材铝电机壳主要是用来保护电机,所以电机壳的好坏很重要,在平时使用时我们一定要好好保养。首先使用环境应经常保持干燥,电动机表面应保持清洁,不应受尘土,纤维和其他障碍。应确保在操作过程中的良好润滑电动机。一般的电动机运行5000小时左右,即应补充或更换润滑脂,轴承过热或在操作过程中,发现润滑改造,液压及时润滑脂。更换润滑脂时,应清理旧的润滑油,和油箱的汽油洗净轴承及轴承盖,然后填充轴承内外圈腔。更换绕组有把初级绕组的形式,尺寸和匝数,线,当数据的丢失,应要求工厂,任意改变电机绕组的原始设计,通常是一个或几个性能恶化,甚至无法使用。热挤压高精度工业材铝电机壳公司
江苏苏铝新材料科技有限公司致力于冶金矿产,是一家生产型公司。公司业务涵盖铝型材,电池托盘,铝边框,可定制铝加工件等,价格合理,品质有保证。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于冶金矿产行业的发展。苏铝立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。
- 压铸大功率工业材铝电机壳订做 2024-05-15
- 高压精密工业材铝电机壳现货 2024-05-15
- 高压国产工业材铝电机壳直销 2024-05-15
- 耐腐蚀散热器工业材铝电机壳批发 2024-04-18
- 高压防泄漏工业材铝电机壳价格 2024-04-18
- 高性能工业材铝电机壳批发价 2024-04-18
- 耐腐蚀工业材铝电机壳报价 2024-04-18
- 高压耐腐蚀工业材铝电机壳公司 2024-03-13
- 大功率工业材铝电机壳定制 2024-03-13
- 热挤压耐腐蚀工业材铝电机壳订做 2024-03-13
- 高性能耐腐蚀工业材铝电机壳市场价 2024-03-13
- 铝合金铝合金工业材铝电机壳市场价 2024-03-13