- 品牌
- 爱步精益
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 人、机、料、法、环的现场标准化打造
- 咨询电话
- 15985846948
- 所在地
- 厦门市同安区闽盛交通9楼
- 公司类型
- 有限责任公司
- 咨询范围
- 工厂、现场管理、6S
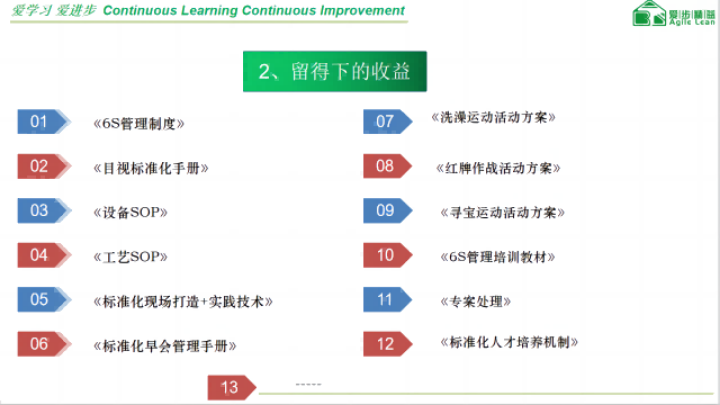
感受得到收益 1.干部的组织能力提升。2.干部的规划能力提升。3.干部的实践能力提升。4.员工的整理意识提升。5.员工的安全意识提升。6.员工的服务意识提升。7.全员的团队意识提升。8.全员的学习意识提升。9.全员标准化意识提升。
改善之心 在现状把握时是否有细致之心,在要因分析时是否有斟酌之心,在设定目标时是否有挑战之心,在计划实施时是否有务实之心,在对策研讨时是否有创新之心,在效果确认时是否有客观之心,在效果巩固时是否有坚持之心。 如何通过案例学习了解现场标准化管理实践?深圳现场标准化简介
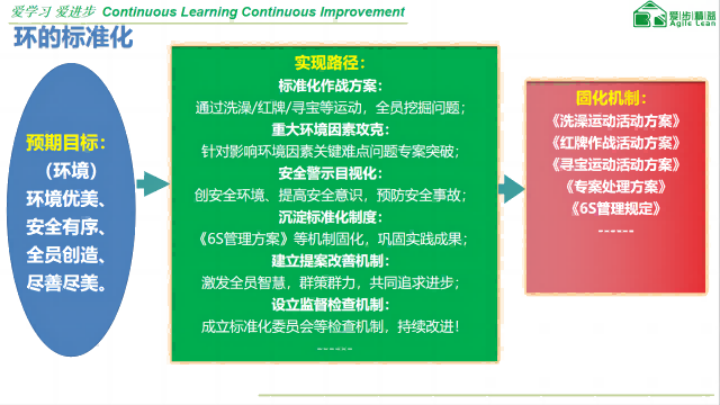
预期目标:(物料)定容定量、标识规范、防护有效、流动有序。
实现路径:物流有序运行:物流路线规范布局,确保物料流动有序;物料区域规范:区域功能明确划分,物料规范定位摆放;物料标识规范:物料规范标识,便于交接,及账务登记;物料有效防护:物料有效防护,避免变质、不良、丢失;物料摆放安全:物料摆放严格遵守消防、工业安全要求;移转设备定位:机动、手动叉车、料车规范定位、保养。
固化机制:《物流诊断优化》《功能区域规划》《物料防护指导》《工具定置定位》《物料寻宝运动》 揭阳现场标准化现场标准化管理的重要性是什么?
现代6S演变历程
6S起源于日本,是指在生产现场对人员、机器、材料、方法、信息等生产要素进行有效管理。整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(seiketsu)、素养(Shitsuke)安全(Security)是日语外来词,在罗马文拼写中,首字母都为S,所以日本人称之为6S。
多年前流行于日本的家庭管理方式,针对物与地的整理整顿。
1955年盛行“安全始于整理整顿,终于整理整顿”,提出“2S”。
1986年,首本6S改善专著问世,日本全国掀起5S热潮。
以丰田公司为力量的一大批倡导企业的推进使之活性化。
巨大的改善促进作用逐渐为各国管理界所青睐。
目视化的具体推动方法包括:制作看板:在车间、办公室等场所设置看板,展示生产进度、质量数据、安全规定等信息。标识物品:将物品按类别进行标识,例如物料、工具、设备等,方便员工快速找到所需物品。颜色管理:利用不同颜色来标识不同的状态或类别,例如红色表示不合格品、绿色表示合格品等。制作图表:制作各种图表来展示数据和趋势,例如生产统计表、质量分析图等。设置提醒装置:例如设置提示器或闹钟来提醒员工某项工作即将完成或需要进行某个动作。建立示范区域:设立标准的示范区域,展示正确的工作流程和方法,帮助员工更好地理解如何执行任务。照片墙:将重要的图像或图片贴在墙上,帮助员工更好地理解和记住相关的信息和事件。设置宣传栏:通过设置宣传栏来传达企业方针、文化、规章制度等信息,增强员工的认同感和归属感。制定目视化标准:明确各种目视化的要求和标准,确保目视化的效果和一致性。现场标准化管理对企业的好处是什么?
现场标准化成本意识:是企业运营过程中对成本问题的关注和认识,是企业降低成本、提高效益的重要保障。
成本意识的主要内容,包括成本意识、成本规划、成本核算、成本控制、成本分析、成本绩效评估和成本文化等方面。
企业要想在激烈的市场竞争中立于不败之地,必须树立成本意识,从各个环节入手加强成本控制工作。通过提高全员的成本意识、制定合理的成本规划、加强成本核算和控制、进行深入的成本分析以及建立完善的成本绩效评估体系等措施,企业可以有效地降低成本、提高效益并增强市场竞争力。同时,通过培育节约成本的企业文化氛围并激励员工积极参与成本控制工作,企业可以形成全员参与的成本控制体系并实现可持续发展目标。 如何在团队中推广现场标准化管理?舟山早会现场标准化
如何提高中层管理者在现场标准化管理中的执行力?深圳现场标准化简介
三级巡线是按照“PDCA”的原则组织管理人员去现场发现问题,针对现场的问题提出改善对策并且实施的管理活动。巡线后由上级领导进行检查改善的结果,然后根据“举一反三”和“标准化”的原则总结出可以推广改善点,杜绝问题的重复发生。
一级主管级巡线:每天一次分散处理
步骤1:采用巡线记录本,一周一页,每天改善一个问题,并记录于巡线表;
步骤2:放在现场固定的地方,直接上级领导每周不定期检查;
步骤3:在6个问题点中总结出一个亮点,按模板填写
二级经理巡线:每周一次集中处理
步骤1:巡线前会议(10min):重点布置主题,巡线分工及要求;步骤2:现场巡线(30min):需要有人记录,过程重点拍照;步骤3:巡线后会议(60min):确定行动计划,培训,举一反三;
三级总经理巡线:步骤1:全体聚集;步骤2:到各个车间,由车间主任介绍这个月的改善景点;步骤3:会议室进行分享改善心得,总经理再次表扬相关人员; 深圳现场标准化简介
- 浙江寻宝活动现场标准化 2025-06-27
- 深圳现场标准化简介 2025-06-27
- 清远6s现场标准化 2025-06-26
- 班前会现场标准化简介 2025-06-26
- 福建现场标准化是什么 2025-06-26
- 厦门目视化现场标准化 2025-06-26
- 莆田现场标准化是什么 2025-06-25
- 洗澡运动现场标准化内容 2025-06-25
- 湛江红牌作战现场标准化 2025-06-25
- 河源洗澡运动现场标准化 2025-06-25
- 中山现场标准化供应 2025-06-25
- 漳州现场标准化 2025-06-25