- 品牌
- 上海数瞳,STON
- 服务内容
- 软件开发,APP定制开发,软件定制,管理系统,技术开发,各类行业软件开发
- 版本类型
- 企业版
- 适用范围
- 企业用户
- 所在地
- 上海,深圳,广州,成都,杭州,中国澳门,海南,江苏,山西,吉林,贵州,安徽,重庆,广西,宁夏,湖北,广东,河南,四川,辽宁,甘肃,陕西,江西,河北,福建,天津,南京,武汉,湖南,山东,新疆,西藏,青海,中国台湾,浙江,内蒙古,黑龙江,中国香港,全国,北京
- 系统要求
- windows,windows7,OS
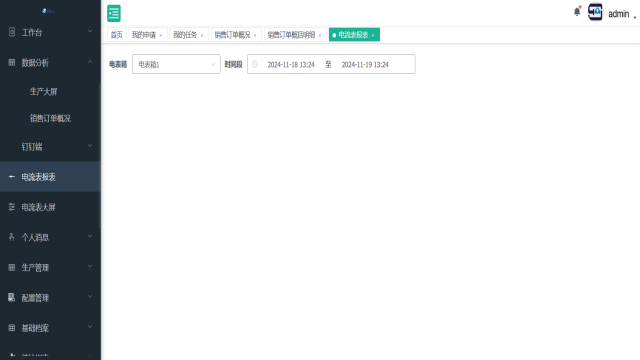
生产效率低下,质量问题频发,企业发展受阻?生产管理系统软件是救星。它像智慧指挥官,调配生产资源。智能排程综合订单量、设备状态、人员技能,合理安排任务,设备高效运转,人员充分发挥,生产效率大幅提升。质量管控贯穿全程,从原材料严格筛选,到各工序关键节点检测,再到成品终检,层层把关,质量数据实时记录、深度分析,异常迅速锁定,快速解决。设备管理智能化,实时监测运行参数,大数据预测故障,提前维保,降低维修成本,保障生产连续性。选生产管理系统软件,为企业生产管理注入活力,突破发展瓶颈。生产管理系统软件以可视化界面展示生产数据,一目了然,方便查看。人力云生产管理系统软件供应商

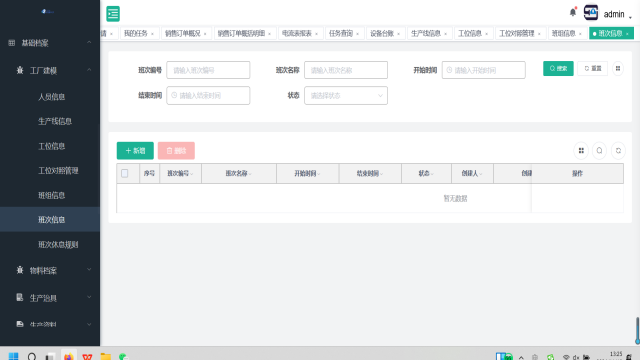
生产管理一团乱麻,效率低下、成本飙升?生产管理系统强势登场,一键梳理流程,让生产管理井井有条。智能排程功能依据订单量、设备产能、人员技能,精细规划生产任务,工序无缝衔接,设备高效运转,人力充分利用,生产效率直线上升。同时,严格把控质量,从原材料入厂到成品出厂,全程数据实时采集分析,及时揪出质量隐患,次品率大幅降低。成本控制更是一绝,优化资源配置,减少浪费,降低能耗与库存积压,削减成本。选择数瞳生产管理系统,开启高效、质量、低成本的生产管理新篇,助企业在市场竞争中脱颖而出。山西生产管理系统软件生产管理系统软件(MES)规范生产操作的每一个步骤,减少因人为操作不当而产生的质量问题。

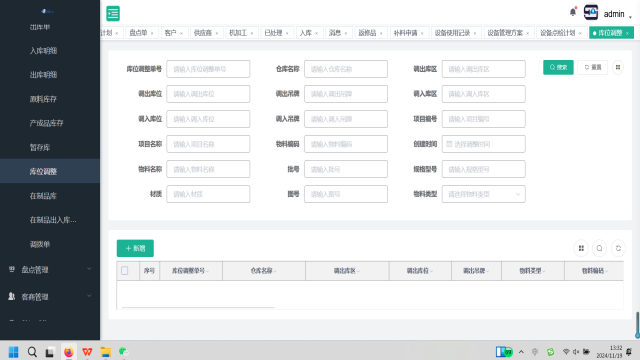
生产管理一团糟,质量成本难控制?生产管理系统软件为你排忧解难。智能排程根据企业实际生产情况,灵活安排生产任务,充分利用资源,提高生产效率。质量管控贯穿生产全过程,对每一道工序进行严格检测,质量数据实时上传,通过数据分析不断优化生产工艺,提升产品质量。设备管理实现智能化,实时采集设备运行数据,分析设备性能,提前预警设备故障,降低维修成本。物料管理精细化,根据生产计划采购与配送物料,减少库存积压。使用生产管理系统软件,企业生产管理更科学、更高效,为企业发展提供有力支撑。
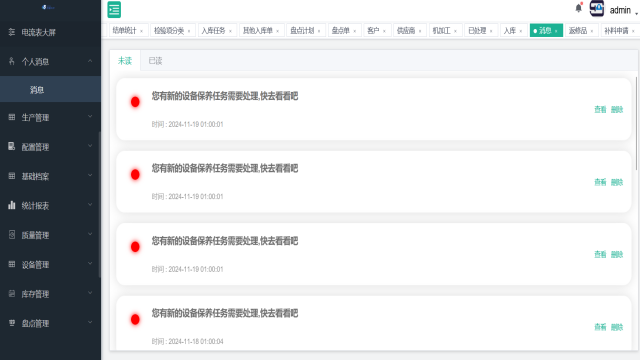
生产现场,是制造企业的战场。然而,传统的生产现场往往存在管理混乱、流程不规范、沟通不畅等问题,严重制约了企业的发展。生产管理系统软件,为您打造井然有序的生产现场。它通过标准化的作业流程指导,规范员工操作行为,确保每一道工序都按照标准执行,提高生产的一致性和稳定性。同时,它搭建了高效的沟通协作平台,实现部门之间、员工之间的信息实时共享与快速传递。无论是生产任务的下达、设备故障的报修,还是质量问题的反馈,都能在系统中迅速流转处理,避免信息延误与误解。此外,它还具备可视化管理功能,通过电子看板、移动应用等方式,将生产现场的关键信息直观展示,让管理人员随时随地掌握生产动态,及时做出决策,提升生产现场的管理水平与运营效率。生产管理系统软件(MES)详细记录生产过程中的每一个事件,为后续的生产分析和改进提供资料。
生产管理系统软件,生产管理的智能中枢!面对复杂多变的生产需求,它能快速梳理流程,合理调配资源。智能排程功能让生产任务有序分配,各环节无缝衔接,有效减少等待时间,提升整体生产效率。在质量管控方面,构建的检测体系,对生产全过程进行实时监控,质量数据采集,通过深度分析不断优化生产工艺,确保产品质量稳定可靠。设备管理实现智能化,实时采集设备运行数据,准确分析设备健康状况,提前预判故障风险,及时安排维护保养,延长设备使用寿命。物料管理精细化,从采购计划的制定,到库存的合理控制,再到生产过程中的及时配送,全程把控。借助生产管理系统软件,企业实现生产管理的数字化、智能化转型,轻松应对市场挑战。生产管理系统软件(MES)控制生产过程中的能耗,通过优化流程实现节能减排,降低成本。人力云生产管理系统软件供应商
生产管理系统软件(MES)加快生产物资和产品的周转速度,提高企业资金的使用效率。人力云生产管理系统软件供应商
设备,是制造企业生产的重要工具。设备的稳定运行直接关系到生产的连续性与产品质量。生产管理系统软件,为设备管理提供了的解决方案。它通过物联网技术,实时采集设备的运行数据,包括设备的温度、压力、振动等关键参数。运用数据分析与机器学习算法,对设备运行状态进行实时监测与故障预测。在设备出现潜在故障风险时,系统提前发出预警,提醒维修人员及时进行维护保养,避免设备突发故障导致生产中断。同时,它还建立了完善的设备档案管理系统,记录设备的采购信息、安装调试记录、维修保养历史等,为设备的全生命周期管理提供数据支持。通过生产管理系统软件,企业能够实现设备的精细化管理,提高设备利用率,延长设备使用寿命,降低设备总体成本,保障生产的稳定高效运行。人力云生产管理系统软件供应商
制造企业的生产管理困境,生产管理系统软件轻松化解!订单需求复杂多样,生产计划难以制定?生产管理系统软件凭借智能排程功能,快速分析订单优先级、设备可用时间、人员配备等信息,制定出科学合理的生产计划,让生产有条不紊地进行。生产过程中,质量管控全程数字化,对原材料、半成品、成品进行、多角度的检测,质量数据实时采集与上传,通过数据分析及时发现质量隐患,采取针对性措施,提升产品质量,增强市场竞争力。设备管理智能化,实时监测设备运行状态,自动采集设备运行数据,通过大数据分析准确预测设备故障,提前安排维护保养,减少设备停机时间,保障生产顺利进行。物料管理精细化,实时跟踪物料库存与使用情况,根据生产计划采购...
- 本地生产管理系统软件平台 2025-05-08
- 天津企业生产管理系统软件 2025-05-08
- 浙江生产管理系统软件供应商 2025-05-07
- DNC生产管理系统软件服务商 2025-05-07
- 人力云生产管理系统软件供应商 2025-05-07
- 北京生产管理系统软件售后服务 2025-05-07
- 上海DNC生产管理系统软件供应商 2025-05-06
- 江苏为什么生产管理系统软件 2025-05-06
- 零售云生产管理系统软件 2025-05-05
- 安徽为什么生产管理系统软件 2025-05-05

- 生产管理系统软件价格 2025-05-04
- 北京本地生产管理系统软件 2025-05-03
- 广东生产管理系统软件供应商 2025-05-02
- PDM生产管理系统软件 2025-05-01
- 天津生产管理系统软件订做价格 2025-05-01
- MDC生产管理系统软件交付标准 2025-05-01

- 天津企业生产管理系统软件 05-08
- 浙江生产管理系统软件供应商 05-07
- DNC生产管理系统软件服务商 05-07
- 人力云生产管理系统软件供应商 05-07
- 济宁制造企业生产过程执行系统系统 05-07
- MES软件开发 05-07
- 北京生产管理系统软件售后服务 05-07
- 银川业务前景制造企业生产过程执行系统 05-07
- MES软件开发售后服务 05-07
- 深圳制造企业生产过程执行系统有哪些 05-06