- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
MES系统在多个行业中都有普遍的应用案例。例如,在汽车制造业中,MES系统能够实现生产线的自动化调度和管理,提高生产效率和质量水平;在电子制造业中,MES系统能够实现对生产过程的精细化管理,降低生产成本和不良品率;在食品加工行业中,MES系统能够确保食品的安全性和可追溯性,提高消费者信心。这些应用案例充分展示了MES系统在提升企业生产管理水平方面的重要作用。随着制造业的不断发展和技术的进步,MES系统也将不断演进和发展。MES系统将更加注重智能化、集成化和可视化等方面的发展。Mes在生产流程的产品质量提升中有作用。北京mes软件公司有哪些
MES系统的设备管理模块,通过实时监控设备的运行状态和维修历史,能够预测设备的维护需求,实现预防性维护。这种预防性维护方式,不只可以避免设备故障导致的生产中断和损失,还能延长设备的使用寿命,降低维修成本。同时,设备管理模块还能对设备的维修过程进行管理,确保维修工作的及时性和有效性。MES系统的物料管理模块,实现了对物料的全方面管理,包括物料的采购、入库、出库、盘点等。通过实时更新物料库存信息,该模块能够确保物料的及时供应和合理利用,避免物料短缺或过剩导致的生产中断和成本浪费。同时,物料管理模块还能对物料的使用情况进行跟踪和分析,为企业的物料采购和库存管理提供决策依据。杭州通用mes系统应用Mes为生产计划的高效执行提供支持。

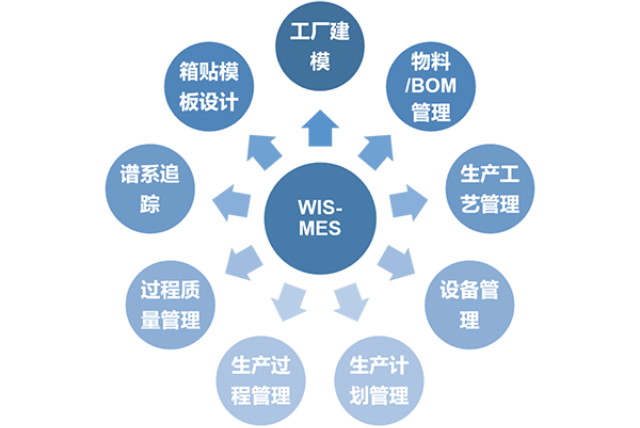
MES系统的关键作用在于填补计划层与控制层之间的信息鸿沟,确保生产计划的准确执行,提高生产效率,降低生产成本,同时提升产品质量和客户满意度。MES系统通常包含多个功能模块,如生产计划与调度、物料管理、质量管理、设备管理、人员管理等。这些模块相互协作,共同支持生产过程的顺利进行。在架构上,MES系统通常采用分层设计,包括数据采集层、数据处理层、应用层等,以确保系统的稳定性、可扩展性和易用性。MES系统能够根据企业的生产计划和订单需求,自动进行生产任务的分配和调度。它考虑生产线的产能、物料供应情况、设备状态等多种因素,生成较优的生产计划。
MES系统的实时数据采集与监控:MES系统能够实时采集生产现场的数据,包括设备状态、生产数量、质量信息等,为管理者提供准确的生产进度和现场情况反馈。这种实时数据采集与监控能力使得企业能够及时发现并解决生产中的问题,确保生产过程的顺畅和高效。MES系统的生产调度与计划管理:MES系统能够根据订单需求和生产能力进行合理的生产计划和调度。通过优化生产调度和资源配置,MES系统能够有效减少生产过程中的等待时间和浪费,提升整体生产效率。此外,MES系统还能提供瓶颈分析与优化功能,帮助企业识别并解决生产过程中的瓶颈问题。缩短交货期:优化生产计划和排程,缩短了产品交货期。

随着制造业的转型升级和智能化发展,MES系统市场需求不断增长。未来,MES系统将更加注重智能化、集成化和定制化的发展。智能化方面,MES系统将引入人工智能、机器学习等先进技术,实现生产过程的自主优化和决策支持;集成化方面,MES系统将与其他系统进行更深入的集成和协同,实现业务流程的全方面自动化;定制化方面,MES系统将根据企业的实际需求进行定制开发,满足企业的个性化需求。在选择MES系统时,企业需要综合考虑多个因素,如系统的功能、性能、价格、供应商实力等。同时,企业还需要对MES系统进行全方面的评估和测试,确保系统能够满足企业的实际需求。在评估和测试过程中,企业可以邀请专业的咨询机构或专业人士进行协助,以确保选型的科学性和合理性。通过选择合适的MES系统,企业能够提升生产效率、降低生产成本、增强市场竞争力。灵活适应:能够适应不同规模和类型的制造企业,支持多样化的生产流程和业务需求。电子装配mes系统报价
实时数据分析:MES系统对生产数据进行实时分析,帮助企业发现生产中的瓶颈。北京mes软件公司有哪些
在选择MES系统时,企业需要综合考虑多个因素,包括系统的功能、性能、稳定性、可扩展性、成本等。为了更加科学地评估不同MES系统的优劣,企业可以采用多种评估方法,如功能对比、性能测试、用户评价等。同时,企业还可以邀请专业的咨询机构或专业人士进行评估和咨询,以确保选择的MES系统能够满足企业的实际需求。随着制造业的不断发展和技术的不断进步,MES系统将面临更加广阔的发展前景和更加严峻的挑战。未来,MES系统将更加注重智能化、自动化、集成化等方面的发展,以满足企业不断变化的需求。同时,MES系统还需要应对数据安全、系统稳定性、用户体验等方面的挑战,不断提升自身的性能和品质。只有不断创新和进步,MES系统才能在激烈的市场竞争中立于不败之地。北京mes软件公司有哪些
- 广东产线级mes系统软件 2025-04-29
- 北京mes软件公司有哪些 2025-04-27
- 河北mes生产管理系统哪家专业 2025-04-26
- 浙江产线级mes系统提供商 2025-04-25
- 四川中小企业MES系统厂家 2025-04-23
- 深圳mes生产管理系统报价 2025-04-23
- 郑州机械加工mes系统提供商 2025-04-22
- 重庆产线级mes系统有哪些公司 2025-04-22
- 北京mes软件多少钱 2025-04-21
- 山东机械加工mes系统哪家便宜 2025-04-21
- 成都电子装配mes系统软件 2025-04-21
- 辽宁通用mes系统在线咨询 2025-04-20

