- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
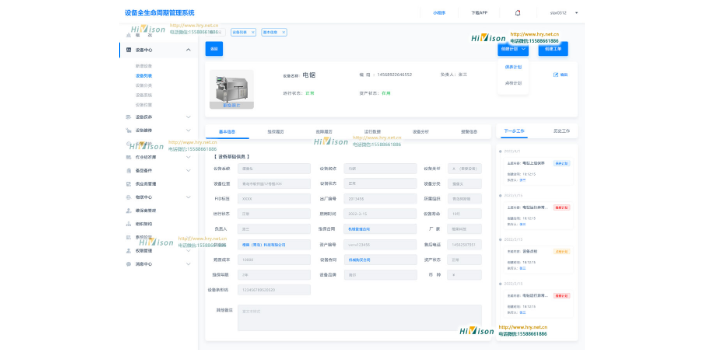
- 全生命周期管理
- 服务内容
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
系统架构物联网平台通常可分为四个层次:设备层、网络层、平台层和应用层。设备层:包括各种物联网设备和传感器,负责采集环境数据和设备状态信息。网络层:通过各种网络技术(如WiFi、蓝牙等)将数据传输至云端或本地服务器。平台层:负责对数据进行存储、管理和分析。应用层:为用户提供可视化的界面,以便进行设备管理和数据分析。**要素与技术物联网技术的要素包括传感器、通信技术、云计算和大数据分析等。传感器、RFID标签、摄像头等感知设备能够实时采集生产现场的数据,如温度、湿度、速度、压力等。通过无线网络、有线网络或混合网络实现数据的互联互通。利用云计算、大数据、人工智能等技术对数据进行清洗、存储、分析和挖掘。涉及设备的维护和保养、生产计划的制定、人员的调配、物料的管理等多个方面。日照输油设备全生命周期管理
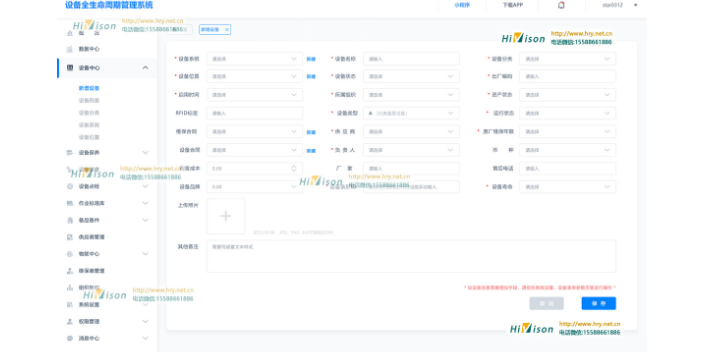
目前在设备管理中就产生的问题:1)设备种类繁多,总数上万,电子表格管理效率低下,出错率频繁。2)设备成本越来越高,缺乏有效的维修保养方法。通过电话服务和纸质维护文档很难管理。3)每台设备运行、维护次数、维护周期和频率、巡视频率的真实性需要调查,无法对数据进行科学分析。4)历史数据的记录和存储无法追溯和跟踪。越来越多的企业开始了企业管理的数字化转型,在设备管理上实现了无纸化管理,让原本繁杂凌乱的设备管理规范化、科学化、高效化。员工工作效率大幅提高,设备管理效率提升,设备维护成本不断降低,各类设备运行数据一目了然。管理人员可以实时控制设备的运行状态。菏泽地铁设备全生命周期管理系统系统能够对设备进行实时监控,提前预警设备可能出现的故障。
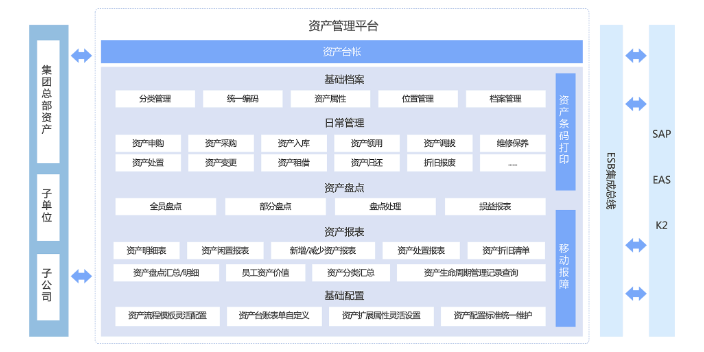
资产管理与优化物联网技术使得企业可以实现对设备资产的全面管理。通过物联网平台,企业可以实时了解设备的数量、位置、状态等信息。这有助于企业优化资产配置,提高资产利用率。例如,企业可以根据设备的运行状态和使用频率,调整设备的布局和数量,确保生产线的顺畅运行。同时,物联网技术还可以帮助企业实现资产的快速定位和追踪,减少资产丢失和被盗的风险。智能化升级与改造随着制造业的智能化发展,物联网技术正在推动设备的智能化升级和改造。通过在设备上安装传感器和控制器,企业可以实现设备的互联互通和信息共享。这使得设备能够自动调整运行状态、优化工作流程、提高生产效率。同时,物联网技术还可以帮助企业实现设备的远程监控和控制,提高设备的可靠性和稳定性。
开发设备管理系统的必要性:传统的设备管理主要是以人工抄写记录存档的运行模式。21世纪是科技信息时代,陈旧的管理模式不是适应新时代的要求,它存在着操作速度慢、散乱、复杂等一系列缺点与不足。设备管理系统的背景分析设备管理系统是企业内部的信息管理系统,是连接企业内部各生产部门的桥梁与纽带,起着很好的作用。目前企业设备自动化管理水平不是很高。大多数设备管理办法是设备的采购进来以后,将设备的基本情况和相关信息登记存档,然后将档案存档。以后的档案基本就没人维护,如设备修改、删除情况、设备的当前运行状态等信息本不会呈现在管理工作人员面前,由于散乱、复杂、查找和整理不便,即设备跟踪信息不能及时体现在设备的档案上。某些企业采用专门人工整点,对设备的跟踪信息即使能记录在案,但无形中增加了繁重的手工劳动,整个设备管理水平还是较低。本系统会提高办公效率和设备可靠性,减少工作人员的劳动强度,减少办公耗材,提高现代化管理水平。企业面对市场竞争的巨大压力,要求企业创造新的利润源,这为企业如何配置有限资源,利用先进计算机技术不断开发出操作简便、界面友好、灵活、实用、安全,更具时效性的设备信息管理系统有着更高的要求。确保备件的合理储备,既不会因备件短缺导致设备维修延误,也不会因备件积压占用过多资金。
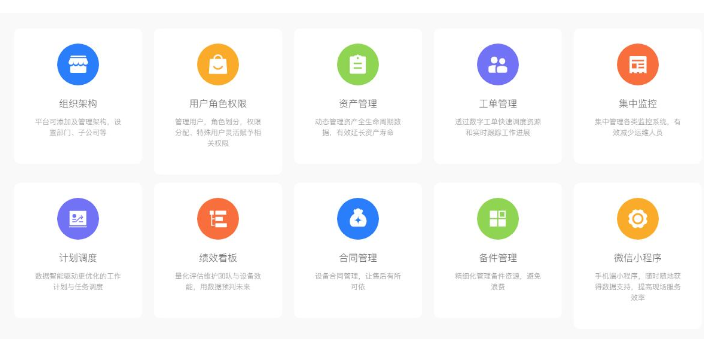
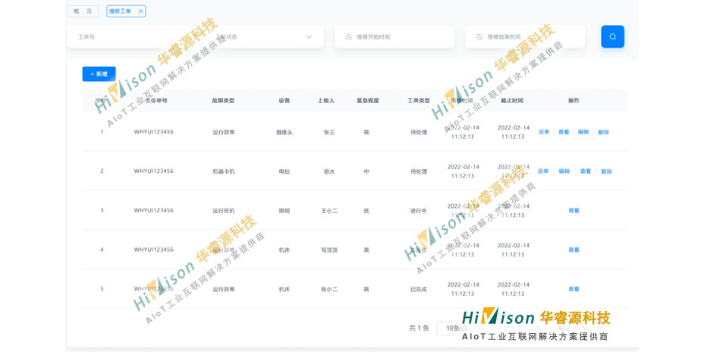
应用与功能实时监控与预警:物联网技术使得设备管理系统能够实时监控设备的运行状态,一旦发现异常或潜在故障,立即触发预警机制,通知相关人员进行处理。远程监控与操控:无论管理者身处何地,都能通过系统实时查看设备的运行情况,并进行必要的操作和调整,提高了工作效率,降低了人员成本。数据收集与分析:物联网设备能够持续不断地收集大量数据,这些数据经过处理后可以生成有价值的报告和图表,为管理者提供了深入洞察设备性能、生产效率以及潜在问题的工具。预测性维护:通过对设备历史数据的分析,预测设备的未来性能表现和故障发生概率,提前进行维护和更换,避免生产中断和损失。智能调度与优化:根据生产需求、设备状态以及库存情况等因素,自动制定比较好的生产计划和设备调度方案,提高生产效率,降低能耗和成本。故障诊断与修复:通过图像识别、自然语言处理等技术手段,对设备故障进行快速诊断和修复,缩短故障处理时间,提高设备的可用性和生产线的稳定性。提供一套完整的设备维护保养体系,包括保养计划的制定、执行和跟踪,以及保养记录的管理。菏泽地铁设备全生命周期管理系统
设备管理系统能够实时监控设备的运行状态,及时发现和处理设备故障。日照输油设备全生命周期管理
案例一:某汽车制造商采用设备全生命周期管理系统后,通过实时监控和预测性维护,成功将设备故障率降低了30%,非计划停机时间减少了25%,提升了生产效率。案例二:一家食品加工企业利用该系统优化备件库存管理,通过数据分析预测备件需求,有效降低了库存成本,同时确保了生产线的稳定运行。深远影响:提升运营效率:通过自动化和智能化管理,减少了人工干预,提高了管理效率。优化资源配置:基于数据分析的决策支持,帮助企业更加科学地分配资源。增强市场竞争力:通过提高生产效率和降低成本,增强了企业的市场竞争力。促进可持续发展:优化设备维护管理,延长设备使用寿命,减少资源浪费,符合可持续发展理念。日照输油设备全生命周期管理
适应智能制造趋势随着智能制造的兴起,制造业企业正逐步向数字化、智能化转型。设备全生命周期管理系统作为智能制造的重要组成部分,能够帮助企业实现设备的智能化管理和远程监控,提升生产过程的自动化和智能化水平。提升设备管理水平传统设备管理方式往往依赖于人工巡检和经验判断,难以实时、准确地掌握设备运行状态。而设备全生命周期管理系统通过实时监测、数据分析和预警功能,能够提升设备管理的精确性和及时性,降低设备故障率,延长设备使用寿命。确保备件的合理储备,既不会因备件短缺导致设备维修延误,也不会因备件积压占用过多资金。设备运维管理系统企业需要建立一套精细化的运营管理系统。企业需要通过建立一条以“5年战略目标—...
- 潍坊消防设备全生命周期管理系统 2025-02-16
- 上海设备全生命周期管理资料清单 2025-02-16
- 工厂设备全生命周期管理系统联系人 2025-02-15
- 上海铁路设备全生命周期管理 2025-02-15
- 园区设备全生命周期管理服务标准 2025-02-15
- 菏泽固定资产管理系统 php 2025-02-15
- 菏泽lot设备全生命周期管理平台 2025-02-15
- 设备资产管理系统服务标准 2025-02-14
- 青岛水泥厂设备全生命周期管理系统 2025-02-14
- 济南nc设备全生命周期管理 2025-02-14

- 设备全生命周期管理价格多少 2025-02-13
- 菏泽企业固定资产管理系统 2025-02-13
- 德州设备全生命周期管理纪实 2025-02-13
- 临沂效果好的设备运维管理系统 2025-02-13
- 临沂设备全生命周期管理落地 2025-02-12
- 青岛设备全生命周期管理市场 2025-02-12



- 潍坊智慧能源管控系统哪家好 02-16
- 临沂能耗管理系统报价 02-15
- 淄博工厂能源管理企业 02-15
- 工厂设备全生命周期管理系统联系人 02-15
- 枣庄专业的工厂能源管理平台 02-15
- 智能化能源管控系统报价 02-15
- 上海铁路设备全生命周期管理 02-15
- 上海智能电力监控系统平台 02-15
- 园区设备全生命周期管理服务标准 02-15
- 德州智能能源管控系统 02-15