- 品牌
- 赋耘
- 型号
- FY-OST-100
- 类型
- 晶间腐蚀仪
- 工作室尺寸
- 850x350x450mm
- 温度波动度
- 0.1
- 重量
- 42
- 厂家
- 赋耘
- 产地
- 上海
- 环境湿度
- ≤85%R.H,不凝露
- 环境温度
- 5-30℃
- 总功率
- 2100W
- 工作时间
- 0-999小时60分钟, 显示,可暂停时间。
- 控制温度
- 0-200℃,显示精度0.1℃
- 操作方式
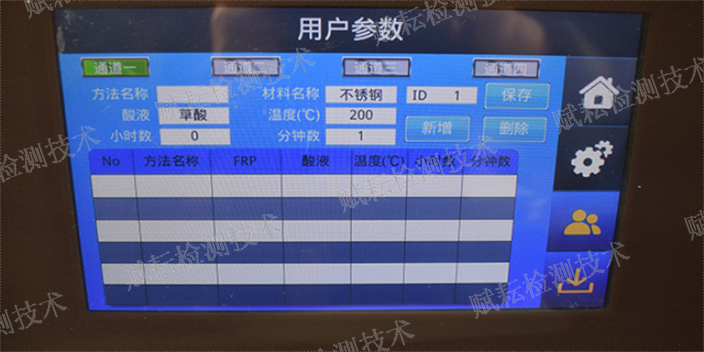
- 触摸屏操作,支持中英文切换,亮度调节
工艺措施采用适当热处理工艺,控制在危险温度区的停留时间,防止过热,施焊时快焊快冷,使碳来不及析出。常见:1)固溶处理,将钢加热1050-1150℃后水淬,使铬化物溶于奥氏体中,这种方法只适合不再焊接的奥氏体钢。2)稳定化处理,一般在固溶处理后进行,将钢加热到850-880℃保温后空冷,此时Cr的碳化物完全溶解,脱离钛的碳化物不完全溶解,且在冷却过程中充分析出,使碳不可能再形成铬的碳化物,因而有效地消除了晶间腐蚀。3)铁素体不锈钢的敏化温度在900℃以上,而在700-800℃退火即可以消除晶间腐蚀倾向。4)去应力处理。一般加热到300-350℃回火。对于不含稳定化元素Ti、Nb的钢,加热温度不超过450℃,以免析出铬的碳化物而引起晶间腐蚀。对于碳和含Ti、Nb不锈钢的冷加工件和焊接件,需在500-950℃,加热,然后缓冷,消除应力。赋耘检测技术(上海)有限公司晶间腐蚀不锈钢的试验方法有哪些?上海不锈钢C法晶间腐蚀怎么使用

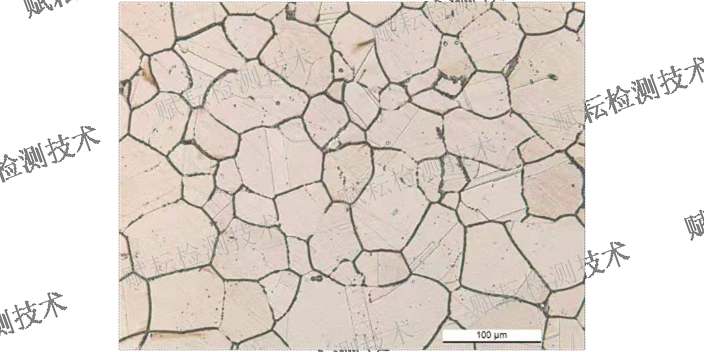
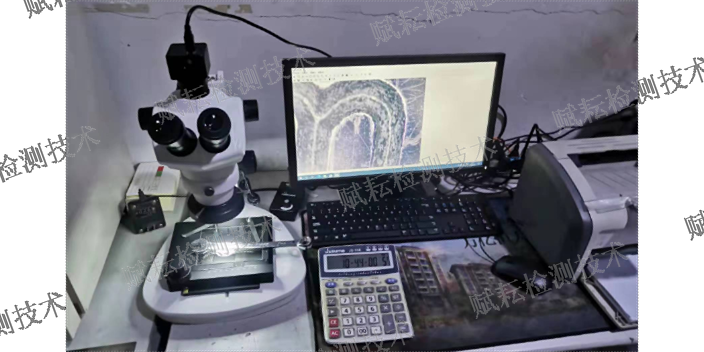
晶间腐蚀试验晶间腐蚀试验(intergranularcorrosiontest)在特定介质条件下检验金属材料晶间腐蚀敏感性的加速金属腐蚀试验方法,目的是了解材料的化学成分、热处理和加工工艺是否合理。其原理是采用可使金属的腐蚀电位处在恒电位阳极极化曲线特定区间的各种试验溶液,利用金属的晶粒和晶界在该电位区间腐蚀电流的***差异加速显示晶间腐蚀。不锈钢、铝合金等的晶间腐蚀试验方法在许多国家均已标准化。各标准对试验细节均有详细规定。**常用的试验方法有:(1)硫酸-硫酸铜-铜屑法。适用于检验几乎所有类型的不锈钢和某些镍基合金因碳、氮化物析出引起的晶间腐蚀。奥氏体不锈钢在此溶液中的腐蚀电位处于活化-钝化区。试验结果采用弯曲试样放大镜下观察裂纹或金相法评定。此法***腐蚀轻微,试验条件稳定,但判定裂纹需有-定经验。(2)硝酸法。适用于检验不锈钢、镍基合金等因碳化物、o相析出或溶质偏析引起的晶间腐蚀。奥氏体不锈钢在此溶液中的腐蚀电位处于钝化-过钝化区。试验结果采用腐蚀率评定。此法试验周期长。E每周期连续煮沸48h,试验后取出试样,在流水中用软刷子刷掉表面的腐蚀产物,洗净、干燥、称重。并记录相关数据。F参照,取五个周期的平均值作为***终数据。 江苏不锈钢C法晶间腐蚀代理加盟不锈钢复合板复层晶间腐蚀试验方法和标准有哪些?
晶间腐蚀试验操作规程总则本公司采用的晶间腐蚀试验方法为GB/《不锈钢硫酸-硫酸铜腐蚀试验方法》。本守则对试样的提取、试验设备、试验条件和步骤、试验结果的评定及报告作了规定。适用于检验奥氏体、奥氏体-铁素体不锈钢在加有紫铜屑的硫酸-硫酸铜溶液中的晶间腐蚀倾向。2、试样的提取与制备焊接件试样从与产品钢材相同且焊接工艺也相同的试板上提取,应包括母材、热影响区及焊接金属的表面,详见附件。试样用锯切取,如剪切则应通过切削或研磨方法除去剪切的影响部分。试样切取及表面研磨时,应防止表面过热。试验试样表面粗糙度Ra值≯μm,其他检验试样提取详见GB/。(见附件)3、试验仪器、设备、试验溶液试验仪器为容量≥1L的带回流冷凝器的磨口锥形烧瓶。600瓦的加热电炉配上一只可调变压器,通过后者调节加热电炉的功率,使本试验溶液能保持微沸状态。试验溶液配制方法如下:将100g符合GB/T665的分析纯硫酸铜(CuSO4·5H2O)溶解于700ml蒸馏水或去离子水中,再加入100ml符合GB/T625的优级纯硫酸,用蒸馏水或去离子水稀释至1000ml,即配成硫酸-硫酸铜溶液。
晶间腐蚀C法检测不锈钢产生晶间腐蚀的影响因素(1)加热温度和加热时间的影响(2)冷却速度的影响(3)含碳量的影响,奥氏体不锈钢根据含碳量的不同,分成三个等级:一般含碳量(toc(toe不锈钢的晶间腐蚀分A/B/C/D/E法。晶间腐蚀测试:(不锈钢晶间腐蚀C法测试)检测标准为:ASTMA262-2014MethodC,GB/T4334-2008方法C,JISG0573:1999,ISO3651-1:1998测试步骤:GB/T4334-2008方法CA将符合GB/T626的优级纯销酸溶液用蒸馏水配制成65%±(质量分数)的销酸溶液。B测量试样的尺寸,计算试样的表面积(保留三位有效数字)。并记录相关数据。C试验前对试样进行称重(精确到1mg)。并记录相关数据。D溶液量按试样表面积计算,不低于20ml/cm2。每次试验用新的溶液并记录相关数据。每周期应用新的试验溶液,每个容器只放一个试样。赋耘检测技术(上海)有限公司晶间腐蚀仪E法用硫酸铜腐蚀液!

赋耘检测技术(上海)有限公司晶间腐蚀仪不锈钢操作台,耐腐蚀,方便维护清理。加热盘表面抗腐蚀处理,增加加热器寿命,操作安全。触摸屏操作,直观简单方便操作。用户可以自定义方法数据库,可储存100条。可将常用的参数储存。温度直接控制溶液温度,更精确。4工位单独控制工作,增加制样效率。温度超温保护,并且对温度传感器检测。有冷凝水传感器检测,无水停机报警。有漏电和短路保护。可选择漏液传感器检测,有漏液停机报警。可电脑远程控制操作。可连接循环冷凝水,不依赖外来水源,使冷凝水得到多次利用。可配通风柜操作使用,当有蒸汽泄漏时,漏液传感器检测到后停机并且自动打开通风柜,避免给操作员身体带来伤害。焊后处理焊缝区不一定都强调焊后热处理,一般固溶处理要在1100~1150℃范围内保温一定时间后急冷,三分钟内要完成925~540℃温度范围的冷却,在继续快冷到425℃以下;稳定化处理要在850~880℃温度范围内保温几小时后空冷。预期的焊后热处理效果,同热处理全过程的各个关键工艺参数(如进炉温度、升温速度、升温过程中工件各部位的温差、炉内气氛、保温时间、保温过程中各部位的温差、降温速度、出炉温度等)紧密相连。 赋耘检测技术(上海)有限公司晶间腐蚀仪其原理!上海不锈钢C法晶间腐蚀怎么使用
赋耘检测技术(上海)有限公司不锈钢晶间腐蚀仪!上海不锈钢C法晶间腐蚀怎么使用
有研究文献指出,对压力容器中用低合金不锈钢复合板热加工后腐蚀行为进行了分析,在研究过程中该文献主要针对三种常用的不锈钢层热加工后的腐蚀性进行了探讨,采用的方法是2008年标准中A方法草酸腐蚀方法,这种方法忽视了界面附近增碳层的晶间腐蚀过程,对不锈钢表层进行了晶间腐蚀性敏感性试验,还有研究学者采用了2008年试验标准中的B方法的不锈钢硫酸。硫酸铁腐蚀试验。两种试验结果显示,草酸浸蚀试验可以很好的揭示整个覆层宽度上晶间腐蚀的敏感性变化趋势,有利于测量各种是腐蚀组织的宽度,终结果显示热轧态复合不锈钢板界面附近不锈钢层三类组织宽度大约为0.82mm为复层厚度的1/6。上海不锈钢C法晶间腐蚀怎么使用
工艺措施采用适当热处理工艺,控制在危险温度区的停留时间,防止过热,施焊时快焊快冷,使碳来不及析出。常见:1)固溶处理,将钢加热1050-1150℃后水淬,使铬化物溶于奥氏体中,这种方法只适合不再焊接的奥氏体钢。2)稳定化处理,一般在固溶处理后进行,将钢加热到850-880℃保温后空冷,此时Cr的碳化物完全溶解,脱离钛的碳化物不完全溶解,且在冷却过程中充分析出,使碳不可能再形成铬的碳化物,因而有效地消除了晶间腐蚀。3)铁素体不锈钢的敏化温度在900℃以上,而在700-800℃退火即可以消除晶间腐蚀倾向。4)去应力处理。一般加热到300-350℃回火。对于不含稳定化元素Ti、Nb的钢,加热温度不超...
- 广东不锈钢晶间腐蚀代理加盟 2024-09-19
- 黑龙江铝合金晶间腐蚀测量系统 2024-09-18
- 河南镍合金晶间腐蚀怎么选择 2024-09-16
- 上海不锈钢D法晶间腐蚀怎么选择 2024-09-16
- 四川奥氏体不锈钢晶间腐蚀怎么选择 2024-09-16
- 山西不锈钢C法晶间腐蚀 2024-09-15
- 江苏不锈钢B法晶间腐蚀代理加盟 2024-09-15
- 四川不锈钢C法晶间腐蚀厂家直销 2024-09-15
- 晶间腐蚀 2024-09-15
- 山西铝合金晶间腐蚀厂家直销 2024-09-15


- 吉林不锈钢晶间腐蚀厂家直销 2024-09-13
- 天津不锈钢晶间腐蚀国标 2024-09-13
- 山西镍合金晶间腐蚀用什么腐蚀液 2024-09-13
- 吉林不锈钢A法晶间腐蚀国标 2024-09-13
- 天津不锈钢晶间腐蚀怎么使用 2024-09-12
- 黑龙江不锈钢C法晶间腐蚀国标 2024-09-12



- 广东反射正置金相显微镜操作说明 09-19
- 河北清洁度金相显微镜厂家直销 09-19
- 陕西金相显微镜厂家直销 09-18
- 浙江正置金相显微镜怎么使用 09-18
- 天津清洁度金相显微镜怎么使用 09-18
- 广东替代奥林巴斯金相显微镜厂家直销 09-18
- 黑龙江铝合金晶间腐蚀测量系统 09-18
- 山西SEM金相显微镜厂家直销 09-17
- 吉林反射正置金相显微镜操作说明 09-17
- 福建测量金相显微镜什么品牌性价比高 09-17