- 品牌
- 永贞
- 型号
- 2100
- 产地
- 中山
有机硅橡胶充电辊:耐臭氧,10年办公推荐采用德国瓦克有机硅橡胶(邵氏硬度65A),在0.1ppm臭氧环境中老化率*3%,10年使用仍保持弹性。0.2N/cm²恒压设计适配鼓芯±0.05mm偏心波动,在京瓷KM-1650实测中,30万印次后充电均匀性误差<3%。配套自清洁涂层,碳粉残留量降低80%,维护频次从每月4次减至2次,助力企业降本增效。陶瓷复合充电辊:100万印,0.01mm级精度创新氧化锆陶瓷芯轴(HRC85)+硅橡胶复合结构,表面微沟槽设计使电荷释放面积增大40%。经理光ProC7110高负荷测试,100万印次后充电均匀性CV值<1.2%,磨损量*0.2mm。适配生产型复印机,日均5万印次连续作业无衰减,满足印刷工厂、文印中心的严苛需求。充电辊快换模组兼容 90% 主流机型,备件管理更高效。全新兼容Bizhub C300i充电辊源头厂家
充电辊的寿命测试报告:100万印次耐久性验证通过第三方实验室测试,某陶瓷充电辊在100万印次后:①橡胶层厚度磨损0.28mm(行业标准<0.3mm);②表面电阻从10⁸Ω升至1.1×10⁸Ω(增幅<10%);③充电电压波动保持在±3%以内。对比普通橡胶辊(20万印次后磨损0.35mm,电阻增幅30%),耐用性***提升。图文要点:插入寿命测试曲线图表,横轴为印次,纵轴为磨损量/电阻值。充电辊的安装禁忌:反向插入的危害与防呆设计充电辊轴端通常设计有防呆缺口/凸起,若反向插入会导致:①压力不均匀(一侧接触过紧,一侧过松);②齿轮无法啮合(导致传动故障);③涂层划伤(鼓芯与辊体硬性摩擦)。防呆设计通过机械结构(如非对称接口)强制正确安装,某企业因误装导致的故障占比从15%降至0%。图文要点:展示防呆接口的正反面对比图,标注安装方向标识。MP501SPF充电辊供应商充电辊绝缘垫片耐温 120℃,高温定影环境安全可靠。

有机硅橡胶充电辊的特性有机硅橡胶(邵氏硬度60-70A)因其优异的耐臭氧性(在<5%)和绝缘性(体积电阻率>10¹³Ω・cm),成为主流充电辊材质。该材料弹性模量低(2-5MPa),可自适应鼓芯表面微观起伏(粗糙度μm),确保接触压力均匀分布(标准值²)。在京瓷KM-1650机型中,使用寿命可达30万印次,较普通橡胶辊提升30%。充电辊的压力控制技术充电辊压力通过弹簧-杠杆机构实现精细控制,典型设计为恒力弹簧(弹力系数15-20N/mm)配合导向轴套。压力测试表明,²压力下,充电辊与鼓芯的接触宽度为2-3mm,可提供足够的离子交换面积。当鼓芯出现±,弹簧的缓冲作用使压力波动<±10%,避免因刚性接触导致鼓芯涂层划伤。
低温环境下充电辊的性能衰减与解决方案在-10℃以下环境,普通橡胶充电辊会因硬化导致接触不良(电阻升高30%),表现为图像浓度不均。解决方案:①选择耐寒橡胶(玻璃化转变温度-40℃),如硅橡胶材质;②内置PTC加热元件(功率5-8W),开机后自动升温至25℃±2℃,预热时间<1分钟。图文要点:对比常温与低温下的充电电压曲线,配加热型充电辊结构图。彩色复印机充电辊的差异化设计要点彩色复印机需为CMYK四色鼓芯配备**充电辊,设计差异包括:①电阻差异:青色/品红色辊表面电阻10⁸Ω(适配小粒径碳粉),黑色辊10⁷Ω(适配大粒径碳粉);②压力差异:黑色辊压力0.22N/cm²(确保深色调浓密度),彩色辊0.18N/cm²(避免过压导致色彩扩散);③材质差异:彩色辊采用更柔软的聚氨酯橡胶(邵氏硬度55A),减少对彩色鼓芯的磨损。图文要点:展示四色充电辊实物图,标注颜色与参数对应关系。充电辊轴套含石墨润滑层,转动阻力降低 40%,减少电机负载。
充电辊与鼓芯的匹配标准:直径与传动比的科学依据充电辊直径通常为鼓芯的0.8-1.2倍,传动比遵循1:1.2-1:1.5原则。例如:鼓芯直径60mm,充电辊直径50mm,通过齿轮组(模数0.5,传动比1.2)实现线速度同步(误差<0.1%)。不匹配的传动比会导致电荷分布滞后,产生横向条纹缺陷。图文要点:绘制传动齿轮组示意图,标注直径、模数、传动比参数。环保型充电辊的技术创新:生物基材料与可回收设计永贞科技推出的生物基充电辊,橡胶层采用30%大豆油基聚氨酯,废弃后可通过热裂解回收50%的多元醇原料。金属芯轴采用无氰电镀(镍磷合金),废水重金属含量<0.1ppm。可回收设计使95%部件循环利用,较传统产品碳足迹减少40%。图文要点:展示生物基材料的分子结构示意图,配产品回收流程流程图。纳米级表面处理减少碳粉粘附,清洁频次降低 50%。全新兼容 Bizhub C558充电辊厂家供应
导电海绵充电辊体,接触电阻低至 0.5Ω,充电效率提升 30%。全新兼容Bizhub C300i充电辊源头厂家
每种类型都有其适用场景,需根据打印量、环境条件和质量要求选择。现代复合辊通过材料工程优化,在弹性、导电性和耐磨性之间取得比较好平衡。充电辊生产工艺生产过程包括精密金属加工、多层材料复合和表面处理。金属芯轴经抛光、清洗后镀镍防锈。弹性层采用模压成型,确保均匀厚度和回弹性。导电层通过喷涂或浸渍工艺形成,需严格控制石墨含量以达到目标电阻率。表面涂层采用静电喷涂或化学气相沉积,形成均匀保护层。关键工艺参数包括层间结合强度、表面粗糙度(Ra≤0.5μm)和厚度公差(±0.05mm)。在线检测系统监控每道工序质量,确保产品一致性。特殊工艺如等离子处理可增强层间粘接,激光雕刻用于编码和追踪。整个生产过程在无尘环境中进行,保证产品高可靠性。全新兼容Bizhub C300i充电辊源头厂家
充电辊在医疗影像打印中的特殊要求医疗胶片打印需严格遵循DICOM标准,充电辊需满足:①充电均匀性CV值<1.0%(确保灰阶过渡平滑);②表面电阻稳定性<±5%(避免密度波动);③耐臭氧性(0.1ppm环境下老化率<2%)。某医院引入陶瓷充电辊后,胶片灰度误差从3%降至1.2%,提升了肺结节等微小病灶的检出率。图文要点:对比使用前后的胶片灰度测试报告,配肺部CT胶片示例图。工业场景中的充电辊选型:耐酸碱与抗粉尘设计在纺织印染、化工车间等场景,充电辊需具备:①PPS+PTFE复合材质(耐pH2-12腐蚀);②IP65防护等级(防尘防水);③表面疏油涂层(接触角110°,碳粉粘附率<5%)。某化工企...
- Bizhub C554充电辊 2025-07-08
- 全新兼容京瓷DK5231CMY彩色充电辊供应商 2025-07-07
- 全新兼容Bizhub C554充电辊供应商家 2025-07-07
- 全新兼容京瓷DK5231CMY彩色充电辊厂家直销 2025-07-07
- 全新兼容ECOSYS P5026cdw充电辊批发厂家 2025-07-07
- 全新兼容Bizhub C224充电辊厂家直销 2025-07-07
- Bizhub C281充电辊生产厂家 2025-07-07
- 全新兼容Bizhub C450i充电辊供应商 2025-07-07
- ECOSYS M3550idn充电辊技术指导 2025-07-07
- TASKalfa 356ci充电辊供应商 2025-07-06
- ECOSYS P6235cdn充电辊厂家报价 2025-07-05
- 全新兼容PA2100CX充电辊 2025-07-05
- 全新兼容ECOSYS P5026cdw充电辊源头厂家 2025-07-04
- 柯美DR318K黑色充电辊厂家直销 2025-07-04
- 全新兼容Bizhub C300i充电辊厂家报价 2025-07-04
- Bizhub C284e充电辊厂家供应 2025-07-04



- 全新兼容京瓷DK5231CMY彩色充电辊供应商 07-07
- 全新兼容奔图DO850CMY彩色鼓芯OPC生产企业 07-07
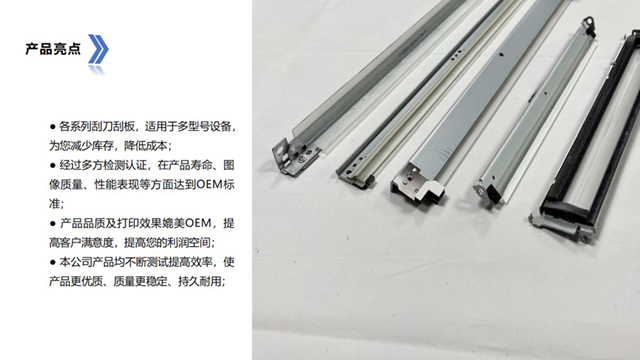
- 办公耗材刮刀刮板 07-07
- 全新兼容Bizhub C554充电辊供应商家 07-07
- 全新兼容京瓷DK5231CMY彩色充电辊厂家直销 07-07
- 各系列打印机配件显影仓进纸导板 07-07
- 全新兼容ECOSYS P5026cdw充电辊批发厂家 07-07
- 全新兼容Bizhub C300i刮刀刮板 07-07
- 全新兼容ECOSYS P5021cdn刮刀刮板批量定制 07-07
- 全新兼容Bizhub C224充电辊厂家直销 07-07