- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
点胶机的基本知识2点胶设备调试1、准备产品和夹具;2、确认产品是否变形,然后将产品放入夹具定位夹具;3、开始点胶程序的编程;4、在点胶过程中,编写的程序必须与胶水匹配好,这样才能使胶路完美,产品的粘合力达到要求。如何控制点胶机出胶?1、气动点胶机通过控制电磁阀的开/关来调节点胶时间的长短。借助减压阀,可以调节储气罐内的压力。分配时间的长短和储气罐内的压力将直接受到影响。影响胶滴的体积和形状;2、通过选择合适内径的点胶针(小内径为60um),精确控制气压和电磁阀的导通时间,使用时间-压力点胶机获得相当一致的液滴体积和形状;3、气动点胶过程中,点胶机的针筒一开始就灌胶。随着点胶过程的继续,注射器内的胶水量逐渐减少,而气体量继续增加。在点胶时间和压力下,点胶机点胶的胶体量会逐渐减少。因此,注射器中的胶量和空气量是随时间变化的参数。点胶过程是一个时变动态的系统,系统的动态特性随时间变化。改变和改变。此外,空气是可压缩的,因此很难控制分配器分配量的准确性和一致性。自动化点胶机的发展与市场趋势。龙华区销售点胶机按需定制

机械装配通用技术规范21、必须按照设计、工艺要求及本规定和有关标准进行装配,严禁私自修改作业内容或以非正常的方式更改零件。2、装配的零件必须是质检部验收合格的零件,装配发现漏检的不合格零件应及时上报。3、装配环境要求清洁,不得有粉尘或其它污染,零件应存放在干燥、无尘、有防护垫的场所。4、零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合相应清洁度要求。5、装配过程中零件不得磕碰、划伤,不得损伤零件表面,或使零件明显弯、扭、变形,零件的配合表面不得有损伤。6、相对运动的零件,装配时接触面间应加润滑油(脂)。在加润滑油之前保证表面清洁。7、相配零件的配合尺寸要准确。8、各零、部件装配后相对位置应准确,无特殊要求的,必须保证无明显偏差。9、装配时,零件、工具应有专门的摆放设施,原则上零件、工具不允许摆放在机器上或放在地上,如果需要应在摆放处铺设防护垫或地毯。10、装配时原则上不允许脚踏机械,如果需要脚踏作业,必须在机械上铺设防护垫或地毯,重要部件及非金属强度较低部位严禁脚踏。11对于容易生锈零件,装配时不得用手直接接触,装配完成后,在有需要的地方喷防锈油。福田区点胶机销售公司自动点胶机比人工点胶机好在哪?该怎么选择?

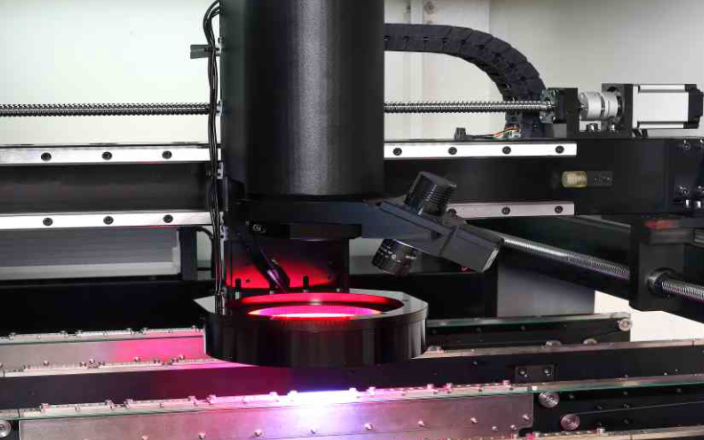
点胶机又称涂胶机、滴胶机、打胶机、灌胶机等,是专门对流体进行控制,并将流体点滴、涂覆于产品表面或产品内部的自动化机器,可实现三维、四维路径点胶,精确定位,精细控胶,不拉丝,不漏胶,不滴胶。点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。应用领域随着科技的不断进步,人们的生活水平在不断的提高,生产技术也在不断的向自动化迈进,不断的提高着我们的各种生产能力。流体点胶机广泛应用于批量生产中,但是产品的质量是由生产过程决定的,而不只是依靠质量检查部门来保证。因此,生产过程中人工控制操作的环节越少,造成的生产不一致性越少,返修和退货率越低。点胶机及其配件的配套体系能控制点胶过程均一稳定和较高的一致性。使用好的点胶系统能够避免因为人工操作技术水平参差不齐和生产中的换班对产品质量和产能造成的影响。
快速了解UV复合胶食品、饮料和一些生物医药制品需要高阻隔软包装,包装材料的阻隔性决定和影响可食用的时间。高阻隔包装材料由塑料薄膜与纸张、金属膜复合制成,具有强度高、隔氧和隔水性好、适应印刷的特点,能耐冻和耐120℃高温。目前软包装行业的复合胶几乎都是溶剂型粘合剂,溶剂的质量>70%,复合过程经由涂布、溶剂挥发、复合、存放和熟化的工艺步骤,除了易燃易爆,排放高、生产过程长、效率低,复合膜中还残留有溶剂。许多复合包装膜并没有充分反应和彻底挥发干净溶剂就交付使用,残留的溶剂和未反应完全的化学物质可能渗透、污染食品,这是目前仍有不少医药和食品包装物的健康指标不达标的主要原因。用UV粘合剂取代溶剂型粘合剂,不仅复合膜的生产效率将会**提高,由原来的几小时的生产过程减小到一分钟就可完成;UV粘合剂不含溶剂,更可以保证复合膜达到食品、医药等包装材料的健康和卫生要求。等溶剂挥发几个到几十个小时,在此期间施工场所不能使用,若使用光固化粘合剂则不存在这样的问题,可以先将光固化胶涂布在地面上,自流平后用紫外光照使其固化,表面具有粘性,然后将PVC地板铺上即可立即使用,不仅缩短了施工周期,而且整个生产过程没有溶剂挥发。使用点胶机的优势有哪些呢?

点胶机如何维护点胶机日常的维护会直接影响到点胶机的使用寿命。日常维护步骤:1.更换点胶种类,并清洁胶管通道。此时,首先关闭进胶阀,把胶管内的残留排出,将清洗溶剂倒入胶水存储桶中,启动设备,按平时的操作方法再排出溶剂进行阀体的清洁。2.如果气压进气异常,如果发现水气,请排除调压过滤器内的水气,或检查气压源是否有异常。在大量使用胶水之前,请尝试少量胶水,掌握产品的使用技巧,以免出错。可以使用脱泡机消除搅拌过程中产生的气泡,或者可以静置10-20分钟,使混合过程中产生的气泡及时消除,混合胶量越大。3.请定期擦拭机器部分,以提高使用寿命。胶水越多,反应越快,固化速度越快,应根据实际生产情况合理配胶,避免造成胶水的浪费。消除事故,提高生产效率。4.当机器长时间停止使用时,应拔下电源,这不仅可以延长机器的使用寿命,还可以节省大量的电费。随着自动化工业的快速发展,液体控制技术和自动点胶设备也在不断发展到超高精度控制、多样化和专业化。注:每次使用后清洁,可以再次看到,用酒精擦拭,经常运动部位比较好点油或黄油,保持润滑,如果长时间不需要打磨胶,否则凝固在LED胶机中,并要钱清洁,非常麻烦。首先,需要保持精密点胶机平台水平度,打好平台水平相当已经调试好了一半,这是调试的前提。福田区点胶机销售公司
在点胶机行业中,生产中容易的问题。龙华区销售点胶机按需定制
3.空打:只有点胶动作,不出现胶量。原因:混入气泡或者胶嘴堵塞。解决方法:注射筒中的胶应当进行脱气泡处理(特别是自己装的胶)、按胶嘴堵塞方法处理。4.元器件偏移:固化元器件移位,严重时元器件引脚不在焊盘上。原因:贴片胶出胶量不均匀(比如片式元件两点胶水一个多一个少)、贴片时元件移位、贴片粘胶力不够、点胶后PCB放置时间太长致胶水半固化。解决方法:检查胶嘴是否有堵塞,排除出胶不均匀现象;调整贴片机工作状态、换胶水、点胶后PCB放置时间不应过长(一般小于4h)。龙华区销售点胶机按需定制
深圳市和田古德自动化设备有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下全自动锡膏印刷机,全自动高速点胶机,AOI,SPI深受客户的喜爱。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于机械及行业设备行业的发展。在社会各界的鼎力支持下,持续创新,不断铸造高质量服务体验,为客户成功提供坚实有力的支持。

点胶机常见问题点胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。胶阀滴漏95%的此种情形是因为使用的针头口径太小所致。太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作,只要更换较大的针头即可解决这种问题。液体内空气在胶阀关毕后会产生滴漏现象,比较好是预先排除液体内空气。出胶大小不一致当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。应检查出胶时间,...
- 点胶机程序设置步骤 2024-12-17
- 福田区自动化点胶机设备厂家 2024-12-17
- 宝安区销售点胶机设备厂家 2024-12-16
- 龙华区在线式点胶机市场价 2024-12-16
- 光明区半导体点胶机原理 2024-12-16
- 宝安区国内点胶机价格行情 2024-12-15
- 罗湖区精密点胶机技术参数 2024-12-13
- 盐田区自动化点胶机保养 2024-12-11
- 点胶机参数值设置 2024-12-11
- 龙华区精密点胶机设备 2024-12-08



- 罗湖区精密点胶机销售公司 2024-12-05
- 光明区多功能点胶机服务 2024-12-05
- 什么叫点胶机 2024-12-05
- 点胶机 自动 2024-12-04
- 手机点胶机点胶设备 2024-12-04
- 南山区国内点胶机功能 2024-12-03




- 广东在线式AOI检测设备生产厂家 02-05
- 镭雕激光雕刻机填充说明 02-05
- 汕尾在线式AOI检测设备销售公司 02-05
- 锡膏印刷标准 02-05
- 常见激光镭雕机生产厂商 02-05
- 镭雕机校正激光 02-05
- 广州金属激光镭雕机哪家好 02-05
- 苏州好用的激光镭雕机 02-05
- 合肥 激光打标机 02-05
- 浙江手持激光镭雕机 01-27