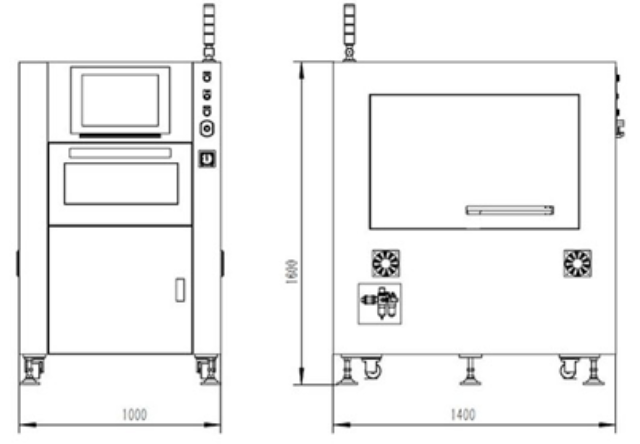
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
5.固化后、元器件粘结强度不足、波峰焊后会掉片:固化后元器件粘结强度不够,低于规范值,有时用手触摸会出现掉落。原因:固化后工艺参数不到位,尤其是温度不够;元件尺寸过大、吸热量高、光固化灯老化、胶水不够、元件或PCB有污染。解决方办法:调整固化曲线,提高固化温度,通常热固化胶的峰值固化温度很重要,达到峰值温度容易引起掉片。对光固化胶来说,应该观察光固化灯是否老化、灯管是否有发黑现象、胶水的数量、元件或PCB是否有污染。6.固化后元件引脚上浮或者移位:固化后元件引脚浮起来或移位,波峰焊后锡料会进入焊盘,严重时甚至会出现短路和开路。原因:贴片胶不均匀、贴片时元件产生偏移、贴片胶量过多。解决方法:调整点胶工艺参数、调整贴片工艺参数、控制点胶量。点胶机的基本知识2点胶设备调试。盐田区销售点胶机保养

随着人力生产成本的日愈上升以及生产效率的高要求、高标准,传统的人工点胶模式已经无法满足企业的生产需求,越来越多的工厂选择采用智能点胶设备来代替人工操作。使用点胶机点胶可以提高企业的生产效率,避免人工进行复杂的工序、同时解决了人工容易出错的问题,加大满足了量产的需要。由于点胶机易于操作,对使用人员的专业要求较低,现场员工也可以快速的掌握操作方法,相对减少了企业培训人员的时间和付出。点胶机可以设定出胶时间和出胶的胶量,精确控制出胶,避免浪费,同时还能保证点胶的一致性和点胶工艺。那么在操作点胶机过程中,我们应该注意哪些方面,使点胶机可以更高效率地工作呢?宝安区销售点胶机功能灵活的转动和可编程控制是点胶机设备对控制系统基本的要求。

使用点胶机有哪些应该注意的事项?(2)④针头与PCB板间的距离不同的点胶机采用不同的针头,有些针头有一定的止动度。每次工作开始应做针头与PCB距离的校准,即Z轴高度校准。⑤胶水温度一般环氧树脂胶水应保存在0--5℃的冰箱中,使用时应提前1/2小时拿出,使胶水充分与工作温度相符合。胶水的使用温度应为23℃--25℃;环境温度对胶水的粘度影响很大,温度过低则会胶点变小,出现拉丝现象。环境温度相差5℃,会造成50%点胶量变化,对于环境温度应加以控制。环境的温度也应该给予保证,湿度小胶点易变干,影响粘结力。⑥胶水的粘度胶的粘度直接影响点胶的质量。粘度大,则胶点会变小甚至拉丝;粘度小,胶点会变大进而可能渗染焊盘。点胶过程中应对不同粘度的胶水选取合理的背压和点胶速度。⑦固化温度曲线对于胶水的固化,一般生产厂家已给出温度曲线。在实际应尽可能采用较高温度来固化,使胶水固化后有足够强度。⑧气泡胶水一定不能有气泡。一个小小气就会造成许多焊盘没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空打现象。以上各参数的调整,应按由点及面的方式,任何一个参数的变化都会影响到其他方面,同时缺陷的产生,应对可能的因素逐项检查,进而排除。
自动化点胶机的发展与市场趋势工业进程的出现改变了生产力的方式和效率,机械代替人工让社会产生了翻天覆地的变化,电气化更近一步,让机械可以超越人力,在传统生产流水线中引入自动化设备,极大的解放了人力,提高了效率,保证了品质。中国工业进入21世纪,社会的发展,消费水平的提高,促使工业向更高要求品质延伸,人力成本的上升也加快了制造型企业转型,智能制造的概念越来越被企业管理者所接受。伴随电子行业的蓬勃发展,深圳点胶机企业数量占据全国企业总量一半以上,21世纪初,国产点胶机开始出现在大众视野,并以性价比优势不断扩展市场份额,直至近几年反超进口品牌。现今,国内点胶机企业接近一千家,大部分集中在珠三角地区,在具体产品运用方面,绝大多数点胶工艺场合均有适合的产品出现,特别是单组分点胶,技术已经极为成熟,并能保证高度自动化和高精度要求;技术方面,通用点胶阀已经基本实现全供应链国产化,高精高速点胶领域还需要继续突破。在智能制造和工业物联网方面,得益于中国的信息网络基础建设,以及市场需求,点胶产品已经在一定程度上超越进口品牌点胶机。点胶机设备中胶水的一些知识。

机械装配通用技术规范3滚动轴承的装配1轴承装配前,轴承位不得有任何的污质存在。2轴承装配时应在配合件表面涂一层润滑油。3对于油脂润滑的轴承,装配后一般应注入约二分之一空腔符合规定的润滑脂。4轴承装配时严禁采用直接击打的方法装配,应用专门压具或在过盈配合环上垫以棒或套,套装轴承时加力的大小、方向、位置应适当,应均匀对称受力,保证端面与轴垂直。5轴承内圈端面一般应紧靠轴肩,轴承外圈装配后,其定位端轴承盖与垫圈或外圈的接触应均匀。对圆锥滚子轴承和向心推力轴承应不大于0.05mm,其它轴承应不大于0.1mm。6单列圆锥滚子轴承、推力角接触轴承、双向推力球轴承在装配时轴向间隙符合图纸及工艺要求。7滚动轴承装好后,相对运动件的转动应灵活、轻便,如有卡滞现象应检查分析问题原因并作相应处理。8带偏心套的轴承,在装配时偏心套的拧紧方向应与轴的旋转方向一致。9轴承外圈与开式轴承座及轴承盖的半圆孔均应接触良好,用涂色法检验时,与轴承座在对称于中心线的120°范围内应均匀接触;与轴承盖在对称于中心线90°范围内就均匀接触。10在轴的两边装配径向间隙有可调的向心轴承,并且轴向位移是以两端端盖限位时,只能一端轴承紧靠端盖,另一端必须留有轴向间隙C。三轴点胶机与四轴点胶机的区别与三轴点胶机相比?宝安区精密点胶机按需定制
使用点胶机的优势有哪些?盐田区销售点胶机保养
全自动点胶机使用时的要点启动机器前,检查电源和电压是否稳定。开机后,应该注意机器是否发出异常噪音。1.打出胶点的直径是到产品间距的一半,贴完产品后胶点的直径应为胶点直径的1.5倍2.点胶压力背压过大就容易造成溢出和胶水过量问题;如果压力太小将会有间歇的点胶和泄漏,从而造成缺陷。可根据相同质量的胶水结合工作的环境温度来选择压力。环境温度太高会降低胶水的粘度并提高其流动性。3.实际上,针的内径应该是胶水分配点直径的1/2。在打胶时,点胶的针头要根据电路板上焊盘的贴服尺寸来进行选择针头大小,不同尺寸点胶的焊盘要选择口径不同的针,从而可以保证打出的胶点的质量,可以提高生产效率。4.针距印刷电路板不同的全自动点胶机使用不同的针,有些针有一定的停止度。针头需要在每次工作开始前做一下与焊盘的高度校准,也就是Z轴的高度校准。5.胶水温度一般环氧胶水应储存在0-5℃的冰箱中。要使用时需要提前半个小时取出,使胶水可以完全符合工作需要温度。胶水在使用时的温度需要控制在23℃-25℃;周围温差变化对胶水的粘度会有很大影响。如果温度过低,胶点会变小,并会发生拉丝。环境温度相差5℃将导致分配体积发生50%的变化。盐田区销售点胶机保养
深圳市和田古德自动化设备有限公司成立于2011-01-31,是一家专注于全自动锡膏印刷机,全自动高速点胶机,AOI,SPI的高新技术企业,公司位于沙井街道马安山社区第二工业区33东二层A区。公司经常与行业内技术**交流学习,研发出更好的产品给用户使用。公司主要经营全自动锡膏印刷机,全自动高速点胶机,AOI,SPI等产品,我们依托高素质的技术人员和销售队伍,本着诚信经营、理解客户需求为经营原则,公司通过良好的信誉和周到的售前、售后服务,赢得用户的信赖和支持。公司与行业上下游之间建立了长久亲密的合作关系,确保全自动锡膏印刷机,全自动高速点胶机,AOI,SPI在技术上与行业内保持同步。产品质量按照行业标准进行研发生产,绝不因价格而放弃质量和声誉。在市场竞争日趋激烈的现在,我们承诺保证全自动锡膏印刷机,全自动高速点胶机,AOI,SPI质量和服务,再创佳绩是我们一直的追求,我们真诚的为客户提供真诚的服务,欢迎各位新老客户来我公司参观指导。

点胶机常见问题点胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。胶阀滴漏95%的此种情形是因为使用的针头口径太小所致。太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作,只要更换较大的针头即可解决这种问题。液体内空气在胶阀关毕后会产生滴漏现象,比较好是预先排除液体内空气。出胶大小不一致当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。应检查出胶时间,...
- 点胶机程序设置步骤 2024-12-17
- 福田区自动化点胶机设备厂家 2024-12-17
- 宝安区销售点胶机设备厂家 2024-12-16
- 龙华区在线式点胶机市场价 2024-12-16
- 光明区半导体点胶机原理 2024-12-16
- 宝安区国内点胶机价格行情 2024-12-15
- 罗湖区精密点胶机技术参数 2024-12-13
- 盐田区自动化点胶机保养 2024-12-11
- 点胶机参数值设置 2024-12-11
- 龙华区精密点胶机设备 2024-12-08


- 罗湖区精密点胶机销售公司 2024-12-05
- 光明区多功能点胶机服务 2024-12-05
- 什么叫点胶机 2024-12-05
- 点胶机 自动 2024-12-04
- 手机点胶机点胶设备 2024-12-04
- 南山区国内点胶机功能 2024-12-03




- 湛江高速SPI检测设备原理 02-06
- 杭州激光镭雕机订做厂家 02-06
- 销售SPI检测设备价格行情 02-06
- 东莞高速锡膏印刷机设备厂家 02-06
- u盘激光镭雕机出租 02-06
- 昆明激光镭雕机价格 02-06
- 福建五金激光镭雕机厂家 02-06
- 东莞全自动SPI检测设备厂家价格 02-06
- 广州镭雕激光雕刻机摆摊 02-06
- 清远半导体锡膏印刷机设备 02-05