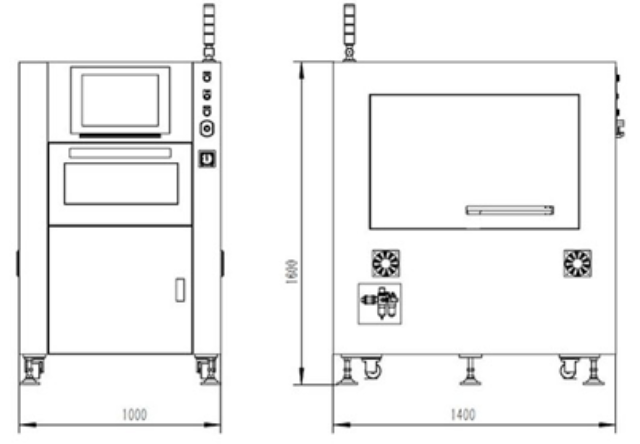
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
四、点胶机编程时出胶时间的设定点胶机点胶量的多少应该是产品间距的一半,这样可以保证有足够的胶量粘贴组件,能避免过多的胶水渗出。高精密自动点胶机出胶量的多少是可以通过调节出胶时间来控制,点胶过程中还可可以根据环境情况(即车间温度、胶水的粘稠度,点胶的速度等)设置点胶时间,如果胶水容易产生拉丝,就需要设置提前关胶时间和停顿时间。五、点胶机控制器气压大小的调节点胶机的压力大小决定出胶量,从而影响点胶的速度和点胶效果。压力大容易出现胶水喷出、胶量过多的问题,影响点胶产品的美感;压力过小有会出现点胶不均匀和点不上胶水等问题,会直接影响产品质量。因此,在实际生产中需要根据胶水粘性,生产车间的环境,气温来设置压力,气温过低会使胶水粘度升高、流动性变差,此时则需要调高压力值。首先,需要保持精密点胶机平台水平度,打好平台水平相当已经调试好了一半,这是调试的前提。宝安区直销点胶机功能

精密点胶机的关键工艺点1、胶量一致性①精密点胶机在点胶过程中控制出胶量非常重要。通过调整胶阀撞针喷嘴尺寸、开关阀时间、行程等参数,移动速度匹配实现目标要求值。②精密点胶机点胶加工过程中出胶量的变化需要严格的监控、反馈和自动补偿。由于温度、粘度和压力等条件的影响,胶量会发生变化,必须进行监控和反馈。如果变化超出允许范围,必须及时调整,确保胶量随时符合要求值。③对于胶量监测,精密电子行业的点胶加工生产精度很小。点胶设备CPK(工程能力指数)取上下限取中心值±10%,在要求较高的情况下,取中心值±5%。2、控制单点胶量小①元器件本身有小型化趋势电子产品越来越薄、轻、小,使用的部件必须越来越小。例如,0402、0201甚至01005都有大小,部件之间的间隙也很窄,焊点的大小更可想而知。②电子胶成本高电子胶本身很贵,应该尽量避免浪费。在满足保护焊点所需胶量的情况下,追求胶量的消耗很少。单点很小点胶量的大小控制,直接取决于点胶机设备本身的控制能力。3、溢胶宽度除了密封组件焊点外,胶水溢出宽度也应控制在要求范围内。在底部填充点胶在工艺方面,允许的溢胶宽度范围在0.4~1mm。点胶机设备精度越高,溢胶宽度越窄越灵巧。深圳销售点胶机设备厂家点胶机点胶量的多少应该是产品间距的一半,这样可以保证有足够的胶量粘贴组件,能避免过多的胶水渗出。

3.空打:只有点胶动作,不出现胶量。原因:混入气泡或者胶嘴堵塞。解决方法:注射筒中的胶应当进行脱气泡处理(特别是自己装的胶)、按胶嘴堵塞方法处理。4.元器件偏移:固化元器件移位,严重时元器件引脚不在焊盘上。原因:贴片胶出胶量不均匀(比如片式元件两点胶水一个多一个少)、贴片时元件移位、贴片粘胶力不够、点胶后PCB放置时间太长致胶水半固化。解决方法:检查胶嘴是否有堵塞,排除出胶不均匀现象;调整贴片机工作状态、换胶水、点胶后PCB放置时间不应过长(一般小于4h)。
点胶机常见问题点胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。胶阀滴漏95%的此种情形是因为使用的针头口径太小所致。太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作,只要更换较大的针头即可解决这种问题。液体内空气在胶阀关毕后会产生滴漏现象,比较好是预先排除液体内空气。出胶大小不一致当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。应检查出胶时间,出胶时间愈长出胶愈稳定。流速太慢流速若太慢应将管路从1/4”改为3/8”。管路若无需要应愈短愈好。除了改管子,还要改出胶口和气压,这样完全加快流速。流体内的气泡过大的流体压力若加上过短的开阀时间则有可能将空气渗入液体内.解决方法为降低流体压力并使用锥形斜式针头。胶水堵塞此种情形主要因过多的湿气或重复使用过的瞬间胶。使用的空气应确定完干燥且于厂内空压与胶阀系统间加装过滤器。操作点胶机过程中,我们需根据产品大小来选择点胶针头。

机械装配通用技术规范6平皮带的装配1安装前,所有的输送平面应调整好水平。2带轮中心点连线应调整至于同一竖直面上,且轴线相互平行。3平皮带的输送方向应按照皮带上标识的箭头方向安装,否则将影响其使用寿命。电机、减速器的装配1检查电机型号是否正确,减速机型号是否正确。2装配前,将电机轴和减速的连接部份清洁干净。3电机法兰螺丝拧紧前,应转动电机纠正电机轴与减速机联轴器的同心度,再将电机法兰与减机连接好,对角拧紧固定螺栓。4伺服电机在装配过程中,应保证电机后部编码器不受外力作用,严禁敲打伺服电机轴。5伺服减速机的安装:A.移动减速机法兰外侧的密封螺丝以便于调整夹紧螺丝。B.旋开夹紧螺丝,将电机法兰与减速机连接好,对角拧紧定位螺栓。C.使用合适扭力将夹紧环拧紧,然后拧紧密封螺丝。D.将电机法兰螺栓扭至松动,点动伺服电机轴或用手转动电机轴几圈,纠正电机轴与减速机联轴器的同心度。E.将电机法兰与减速机连接好,对角拧紧定位螺栓。机架的调整与联接1不同段的机架高度调节应按照同一基准点,调整到同一高度。2所有机架的墙板,应调整至同一竖直面上。3各段机架调整到位、符合要求后,应安装相互之间的固定联接板。点胶机上各种针头的应用。宝安区高速点胶机按需定制
和田古德点胶机采用非接触式喷射点胶技术,超高速点。宝安区直销点胶机功能
点胶机设备中胶水知识1.什么叫胶水:胶水就是能够粘接二个物体的物质。胶水不是单独存在的,它必须涂在二个物体之间才能发挥粘接作用。2.胶水的粘度:胶水的粘度用布氏粘度计测出,单位是"cps厘泊"。胶水的粘度的读数一般在300~30000cps之间。在水溶性的粘合剂中,固体含量并不决定胶的粘度,而在于胶水的配方内的增塑剂、增粘剂等等,影响胶水的粘度值。一般情况下周围的环境温度越高"粘度↓","温度↓粘度↑"。水在27℃时的粘度为"1"。3.胶水的流动性:利用低及高转动力以测其粘度值然后取其比率。一般胶水的流动性为1.5~3较好。胶水的粘度同它的流变性有很大的关系。对胶水"搅动↑稀度↓"。尤其是水溶性胶水,越搅越稀。胶水的涂布特性跟流变性的关系:小于1难涂布;0~1.5浊流现象;1.5~3良好的涂布性(流变性好);大于3过稀;4.低成膜温度:在某个温度下,粘合剂里的水分全部挥发后,由液态转变为固态的临界状态下它的成膜温度。这时,干涸的胶层很脆且不具有内聚力。5.成膜速度:从涂胶到在两个基材中形成胶膜的有效结合时间。它受以下因素影响;☆粘合剂内的水分散发时间☆高基材孔积率。☆粘合剂的涂布量。☆粘合剂的配方、固含、等等都会影响成膜速度。宝安区直销点胶机功能
深圳市和田古德自动化设备有限公司目前已成为一家集产品研发、生产、销售相结合的贸易型企业。公司成立于2011-01-31,自成立以来一直秉承自我研发与技术引进相结合的科技发展战略。本公司主要从事全自动锡膏印刷机,全自动高速点胶机,AOI,SPI领域内的全自动锡膏印刷机,全自动高速点胶机,AOI,SPI等产品的研究开发。拥有一支研发能力强、成果丰硕的技术队伍。公司先后与行业上游与下游企业建立了长期合作的关系。GDK集中了一批经验丰富的技术及管理专业人才,能为客户提供良好的售前、售中及售后服务,并能根据用户需求,定制产品和配套整体解决方案。深圳市和田古德自动化设备有限公司通过多年的深耕细作,企业已通过机械及行业设备质量体系认证,确保公司各类产品以高技术、高性能、高精密度服务于广大客户。欢迎各界朋友莅临参观、 指导和业务洽谈。
点胶机常见问题点胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。胶阀滴漏95%的此种情形是因为使用的针头口径太小所致。太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作,只要更换较大的针头即可解决这种问题。液体内空气在胶阀关毕后会产生滴漏现象,比较好是预先排除液体内空气。出胶大小不一致当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。应检查出胶时间,...
- 点胶机程序设置步骤 2024-12-17
- 福田区自动化点胶机设备厂家 2024-12-17
- 宝安区销售点胶机设备厂家 2024-12-16
- 龙华区在线式点胶机市场价 2024-12-16
- 光明区半导体点胶机原理 2024-12-16
- 宝安区国内点胶机价格行情 2024-12-15
- 罗湖区精密点胶机技术参数 2024-12-13
- 盐田区自动化点胶机保养 2024-12-11
- 点胶机参数值设置 2024-12-11
- 龙华区精密点胶机设备 2024-12-08


- 罗湖区精密点胶机销售公司 2024-12-05
- 光明区多功能点胶机服务 2024-12-05
- 什么叫点胶机 2024-12-05
- 点胶机 自动 2024-12-04
- 手机点胶机点胶设备 2024-12-04
- 南山区国内点胶机功能 2024-12-03



- 销售SPI检测设备价格行情 02-06
- 东莞高速锡膏印刷机设备厂家 02-06
- u盘激光镭雕机出租 02-06
- 昆明激光镭雕机价格 02-06
- 福建五金激光镭雕机厂家 02-06
- 东莞全自动SPI检测设备厂家价格 02-06
- 广州镭雕激光雕刻机摆摊 02-06
- 清远半导体锡膏印刷机设备 02-05
- SPI检测设备保养 02-05
- 广东在线式AOI检测设备生产厂家 02-05