
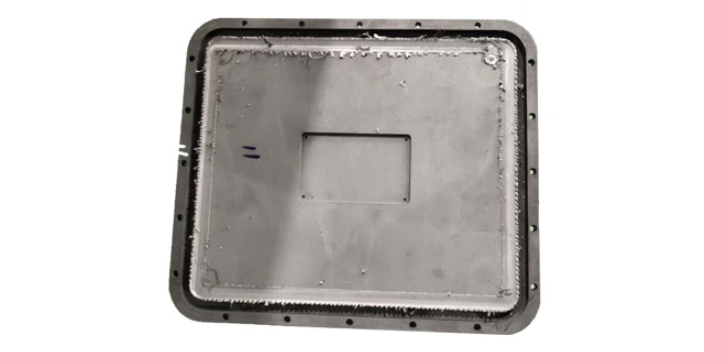
新能源汽车重要部件水冷板的焊接质量直接关系到新能源汽车的可靠性与安全性。水冷板是新能源汽车热管理系统的重要组成部件,通常在承重和耐腐蚀的环境下使用。因此,汇创达·焊威在选择水冷板的制造材质时,需要考虑材料的强度和耐腐蚀性。汇创达·焊威焊接过程中无需惰性气体保护;没有气孔出现;较小的焊接变形;无需其他...
搅拌摩擦焊基本参数
- 品牌
- 智谷
- 型号
- 1290
- 驱动形式
- 电动,半自动
- 作用对象
- 铝
- 焊接原理
- 搅拌摩擦焊
- 动力形式
- 搅拌摩擦力
- 作用原理
- 搅拌摩擦
- 样式
- 龙门式
- 保护气体类型
- 无需气体
- 是否二手
- 全新
- 加工定制
- 否
- 重量
- 8
- 外形尺寸
- 3200
- 产地
- 广东
- 行程(XYZ)
- 1200×900×500mm
- 工作台
- 1300×1000
搅拌摩擦焊企业商机
搅拌摩擦焊接常见表面缺陷及对策 3.限制线精加工: 表面起皮或起丝呈皮状或丝状出现在焊缝的表面。该缺陷的产生是大量的金属摩擦产热,积累于焊缝的表层金属,使得表层的局部金属达到熔化状态,在焊接过程中逐渐冷却呈皮状或丝状分布于焊缝表面。 控制措施:优化焊接参数,降低转速,提高焊速。 4、表面鼓皮: 表面鼓皮通常在FSW焊后热处理之后出现,位于焊缝表面0.3mm以内的杂质鼓包。焊缝鼓包是由于焊缝表面氧化膜夹杂在热处理过程中由于温度的升高,杂质物分解膨胀造成。 控制措施:焊前将氧化膜或油污清理干净。 5、背部焊瘤: 背部焊瘤表现为焊缝背部的金属向外凸出。形成的原因是由于搅拌针顶部与焊缝底部的间隙过小,或产品装配时,焊缝底部存在较大间隙,导致焊接过程中,搅拌针的轴向挤压力挤压底部的金属向焊缝底部凸出,呈现焊瘤状。 控制措施:保证被焊材料与工装良好贴合,保证间隙尽量小,稍微减小搅拌针的长度。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。成功开发了电动汽车铝电池壳体的搅拌摩擦焊产品。东莞静轴肩搅拌摩擦焊
搅拌摩擦焊
搅拌摩擦焊接技术与摩擦焊接技术有什么区别?搅拌摩擦焊接技术与摩擦焊接技术的区别主要在于焊接过程是否有第三方工具参与。搅拌摩擦焊接技术是由机床驱动搅拌头旋转并扎入两个被焊材料接缝后向前移动完成焊接的;需要借助搅拌摩擦焊工具,也就是搅拌头,进行摩擦和搅拌,借用钻木取火原理,实现材料的重新塑化。而摩擦焊接技术是由机床驱动两个被焊材料相互旋转、线性摩擦、震动摩擦完成焊接的。搅拌摩擦焊接技术主要用于平面一维、平面二维、曲面三维焊缝的焊接;摩擦焊接技术主要用于圆柱棒材旋转摩擦焊接、厚板材料的线性焊接。应用范围也有非常大的不同。江门搅拌摩擦焊标准解决大厚度铝合金焊接难题的“钥匙”!

搅拌摩擦焊接技术的原理是什么?一个带特殊轴肩和针凸的搅拌工具(搅拌头)高速旋转着插入被焊工件的待焊界面起始处,搅拌工具(搅拌头)和被焊材料之间的摩擦剪切阻力产生了摩擦热,使材料软化发生塑性变形,并释放出塑性变形能量,当搅拌工具(搅拌头)受到驱动沿着待焊界面向前移动时,热塑化的材料由搅拌工具(搅拌头)的前部向后部转移,并且在搅拌工具(搅拌头)轴肩的锻造作用下,实现工件之间的固相连接。这种焊接方式可以达到其他焊接很难达到的高气密性和高焊接强度。因而现在广泛应用到铝挤材料拼焊和铝铸件材料的密封焊接。如新能源汽车的铝电池托盘(电池壳体/电池包)焊接,电控焊接、水冷电机壳焊接,各种水冷板焊接。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。
以前某款车型后桥零件测试后发现达不到耐久性要求,后桥上层板轴衬磨损严重。为了解决问题,采用了搅拌搅拌摩擦焊的方法,将两块相同的挤压成型件,沿中间对接缝焊接在一起,效果显Z。 奥迪的ASF铝合金空间框架,虽在车身主要承载部位上已提出了使用搅拌摩擦焊的计划。 马自达不J敢用转子发动机,还在RX-8的后门框上采用了搅拌摩擦焊技术。 德国卡曼汽车公司采用搅拌摩擦焊,来焊接由泡沫铝制造的车顶盖。因为如采用熔化焊连接方式,其中的发泡剂极易发生烧失。 公司,为国内某车企开发了中国首台用于铝合金汽车工艺的搅拌搅拌摩擦焊设备,并实现了轮毂的搅拌摩擦焊。 早在2010年,广州地铁3号线城轨车辆的车体就大量使用了搅拌摩擦焊。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。几乎成为一种完全为铝合金材质定制的焊接技术。

搅拌摩擦焊接汽车轮毂我公司已完全具备焊接3—15毫米厚、8-28英寸轮毂的能力。经实践证明,该工艺成熟、可靠。在经济上比一般的轮毂制造工艺节省成本达30%以上。目前,我公司正与国内、外多家公司开展合作。技术路线一先将一块等厚的铝板卷成具有一条直缝的圆筒。将该直缝用搅拌摩擦焊工艺焊接起来;然后,将该直筒放在旋压机上,旋压成轮辋;铸造轮辐;用我公司搅拌摩擦焊接工艺,将轮辋及轮辐的圆环焊接起来;技术路线二采用轮辐、轮辋分体铸造,而后利用搅拌摩擦焊工艺对轮毂内、外环缝分别进行焊接,从而达到轮毂成型的状态。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。为各行各业成功开发多种搅拌摩擦焊Z用装备及配套技术。佛山搅拌摩擦焊行业分析
我们相信在不远的未来,焊接厚度与速度将迎来新的突破。东莞静轴肩搅拌摩擦焊
汽车车圈的搅拌摩擦焊制造: 挪威发明了一种采用搅拌摩擦焊技术制造汽车车圈的新技术,并被Fym公司成功用于剪服零件的制造,为将铸造或锻造的中心零件与锻铝制造的辐条焊接起来,该公司设计了2种接头形式对接接头和搭接接头,每个轮子含有2条平行的搅拌摩擦焊缝,并将中心零件设计为分支形式,以获得良好的载荷传递性能并减轻重量。 澳大利亚的西蒙斯公司利用搅拌摩擦焊发明了一种制造轧制的6061-0车轮辐条的新技术。首先制造一个预成型圆柱件,把它切成单个辐条形式,然后采用FSW技术焊成所需要的牺条形状,后按T6状态对其进行热处理。 制造轻合金车轮辐条,密歇根的Hayes Lemmer认为应在采用FSW技术焊接前,将焊缝根部区域的端面设计为斜面,以获得完全穿透的焊缝11。另外,平面端部可以做成一些特殊的形状,以利于FSW焊接中轴肩与工件接触,FSW焊接后,可以有意地对这些轻合金车轮辐条做一些旋转和轧制操作、以获得等厚度的辐条。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。东莞静轴肩搅拌摩擦焊
广东焊威新能源设备有限公司属于机械及行业设备的高新企业,技术力量雄厚。是一家其他有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司始终坚持客户需求优先的原则,致力于提供高质量的搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接。焊威新能源自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。
与搅拌摩擦焊相关的文章
汽车轮毂搅拌摩擦焊服务
- 珠海电机壳搅拌摩擦焊设备 2024-04-09
- 汕头进口搅拌摩擦焊服务 2024-03-11
- 开平哪些搅拌摩擦焊厂家 2024-01-29
- 广州搅拌摩擦焊的基本原理 2024-01-29
- 东莞搅拌摩擦焊什么意思 2024-01-12
- 深圳进口搅拌摩擦焊 2024-01-12
- 江海区气密性搅拌摩擦焊公司 2024-01-12
- 广东5G反射板搅拌摩擦焊代理 2024-01-12
- 水冷板搅拌摩擦焊厂家 2024-01-12
- 惠州电池托盘搅拌摩擦焊市场报价 2024-01-12
- 惠州搅拌摩擦焊网上价格 2024-01-11
- 开平铝铸件搅拌摩擦焊厂 2024-01-11
与搅拌摩擦焊相关的产品


与搅拌摩擦焊相关的新闻
-
中山大功率搅拌摩擦焊 2024-01-10 00:17:58机器人搅拌摩擦焊系统集成了多项先进技术,包括恒压力控制、恒位移控制、恒扭矩控制、焊缝跟踪等技术,同时还可以实时监控焊接过程温度等功能。根据焊接产品需求,可集成基座、导轨、操作平台等辅助设备。 随着华南地区制造业的腾飞,国家推动“粤港澳大湾区智能制造”、“”,“资讯科技与制造技术深度融合”,机器人自动...
-
佛山铝型材搅拌摩擦焊市场报价 2024-01-10 10:06:33静轴肩搅拌摩擦焊采用轴肩与搅拌针分体式设计。在焊接过程中内部搅拌针转动,而外部轴肩不转动,沿焊接方向行进。汇创达·焊威已使用静轴肩搅拌摩擦焊焊接新能源电池托盘。静轴肩搅拌摩擦焊接技术优势:焊接过程中不旋转的轴肩不产生热量,表面热输入减小,工件厚度方向热量均匀;接头摩擦热量均布,组织均匀,焊缝表面光洁...
-
东莞搅拌摩擦焊装备直销 2024-01-10 01:06:27汇创达·焊威的铝合金压铸件具有导热性、导电性、切削性能较好,线收缩较小,故具有良好的填充性能,密度小、强度大,采用搅拌摩擦焊工艺+CNC加工,在高温或低温下工作时,同样保持良好的力学性能,具有良好的耐蚀性和抗氧化性。铝合金由于其材料密度较低、成型工艺多样,解决新能源汽车高质量焊接和连接,能满足新能源...
-
东莞电机壳体搅拌摩擦焊介绍 2024-01-10 14:05:32动力电池包PACK箱体FSW搅拌摩擦焊搅拌摩擦焊焊缝应力低、变形小。 搅拌摩擦焊接温度低于常规熔焊方法,焊接过程中没有材的凝固收接头的残余应力低,焊接结构的变形小,其主要原因是焊接过程中搅拌工具的轴肩和搅拌上特殊设计言三位移沟槽和螺纹对焊缝区域的材料实施动态锻压作用,进一步降低了焊缝区域的残会|力和...
与搅拌摩擦焊相关的问题
与搅拌摩擦焊相关的标签








