
- 品牌
- 来拓
- 型号
- LT
在风力发电系统中,工控设备对风力发电机组的变桨距控制基于重要的力学原理。当风速变化时,工控设备通过控制桨叶的桨距角来调节风力机的输出功率和受力情况。在低风速时,工控设备调整桨叶至合适的桨距角,使桨叶能够很大程度地捕获风能,此时桨叶的攻角较小,风对桨叶产生的升力大于阻力,推动风轮旋转并带动发电机发电。随着风速增加,为了防止风力机超速和输出功率过大,工控设备增大桨距角,使桨叶的攻角增大,从而减小升力、增大阻力,限制风轮的转速和功率输出。这一过程中,工控设备需要精确计算和控制桨叶的受力变化,考虑到风的湍流特性、风轮的转动惯量以及发电机的负载特性等因素,确保风力发电机组在不同风速条件下都能稳定、高效地运行,同时保障机组的机械结构安全,延长设备的使用寿命。智能工控设备,依环境变化自动优化工业生产参数。惠山区测试工控设备原理
工控设备
在新能源产业,工控设备扮演着重要角色。以太阳能光伏发电为例,工控设备用于太阳能电池板的跟踪控制、逆变器的运行管理以及整个光伏电站的监控与调度。太阳能电池板跟踪系统中的工控设备,根据太阳的位置变化,精确调整电池板的角度,很大限度地提高太阳能的接收效率。逆变器则在工控设备的控制下,将太阳能电池板产生的直流电转换为交流电,并实现对电能质量的控制和优化。在风力发电领域,工控设备对风力发电机组的转速、桨距角、发电功率等参数进行控制,确保风力发电机组在不同风速条件下稳定、高效地运行。同时,通过对新能源电站的集中监控,工控设备可以实现对多个发电单元的协调管理,提高整个电站的发电效率和可靠性,促进新能源产业的发展。工业园区组装工控设备方案工控设备的冗余设计,为工业生产系统可靠性保驾护航。

由于工控设备在工业生产中承担着关键任务,其可靠性要求极高。一旦工控设备出现故障,可能导致整个生产流程中断,造成巨大的经济损失。因此,工控设备在设计和制造过程中,采用了冗余技术、容错技术等多种可靠性保障措施。例如,一些重要的控制系统采用双机热备份模式,当主设备出现故障时,备份设备能够立即接管工作,确保系统不间断运行。同时,在设备选型时,也注重选择质量可靠、经过市场长期检验的产品,并定期对设备进行维护保养和性能检测,及时发现并排除潜在故障隐患,保障工业生产的连续性和稳定性。
高速列车制动系统中的工控设备对于保障列车的安全运行起着决定性作用。制动系统采用电空制动控制原理,工控设备接收来自列车控制系统的制动指令,如常用制动、紧急制动等。在常用制动时,工控设备根据列车的速度、载重以及当前运行状态,精确计算出每个制动缸所需的制动力,并通过控制电磁阀的开度,调节制动缸内的压力,使闸片与车轮之间产生合适的摩擦力,实现列车的平稳减速。在紧急制动情况下,工控设备立即启动制动力输出,同时采取多种安全保障措施。例如,通过冗余设计,确保制动系统在部分设备故障时仍能正常工作;利用传感器实时监测制动系统的关键参数,如制动压力、闸片磨损程度等,一旦出现异常,及时采取故障导向安全措施,如自动施加停车制动、发出报警信号等,确保高速列车能够在规定的距离内安全停车,保障乘客的生命财产安全。可靠的工控设备,在恶劣工业环境中持续稳定运行不辍劳作。
在制造业领域,工控设备发挥着极为关键的基础作用。从原材料加工到成品组装,每一个环节都离不开工控设备的精确控制。以钢铁生产为例,在炼铁过程中,工控设备通过对高炉内温度、压力、气体成分等参数的严格监控与调节,保证铁矿石的高效熔炼,生产出合格的铁水。在轧钢环节,轧机的轧制力度、速度以及钢板的厚度测量与调整,均由工控设备精确掌控,确保生产出的钢材符合预定的规格和质量标准。这种精确控制不仅提高了产品质量,还减少了原材料浪费,降低了生产成本,增强了企业在市场中的竞争力。工控设备的精细检测,是保障工业产品质量的关键防线。张家港汽车零部件工控设备原理
工控设备的高速数据传输,保障工业信息交流及时通畅。惠山区测试工控设备原理
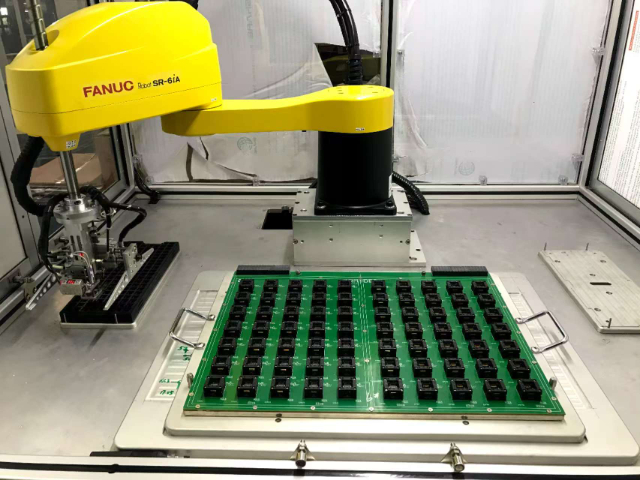
在汽车制造行业,自动化生产线是高效生产的关键,而工控设备则处于这条生产线的关键位置。可编程逻辑控制器(PLC)作为工控设备的典型,协调着生产线各个环节的运作。从车身冲压、焊接、涂装到总装,PLC精确控制着机械臂、输送带、焊接机器人等设备的动作顺序和参数。例如,在焊接环节,PLC根据预设的焊接程序,指挥焊接机器人以特定的电流、电压和焊接速度,对车身零部件进行精确焊接,确保焊接质量的一致性和可靠性。传感器在其中也起着不可或缺的作用,它们实时监测生产线的温度、压力、位置等参数,并将这些数据反馈给PLC。一旦出现异常,PLC能够迅速做出反应,如停止生产线、发出警报,以便及时进行故障排查和修复,从而保障整个汽车制造自动化生产线的稳定运行,提高生产效率和产品质量。惠山区测试工控设备原理

工业机器人在执行任务时,其轨迹规划由工控设备中的特定算法实现。轨迹规划算法的关键是根据机器人的任务要求和工作环境,确定机器人末端执行器在空间中的运动路径和速度。例如,在机器人弧焊任务中,工控设备首先根据焊接工件的形状、焊缝的位置和要求,将焊缝分解为多个离散的路径点。然后,采用插值算法,如直线插值、圆弧插值或样条曲线插值等,在这些路径点之间生成连续平滑的运动轨迹。同时,考虑到机器人的运动学约束,如关节的运动范围、速度限制和加速度限制等,算法会对生成的轨迹进行优化调整,确保机器人能够以合理的姿态和速度沿着轨迹运动,避免出现关节超限或运动不稳定的情况。此外,在轨迹规划过程中,还会考虑到障碍物的避让,...
- 江阴工控设备原理 2025-07-15
- 高新区测试工控设备 2025-07-15
- 无锡工控设备原理 2025-07-15
- 太仓汽车零部件工控设备方案 2025-07-15
- 虎丘区工控设备公司 2025-07-15
- 常熟西门子工控设备 2025-07-15
- 苏州工控设备种类 2025-07-14
- 上海逆变器工控设备 2025-07-14
- 无锡测试工控设备交期 2025-07-14
- 相城区组装工控设备厂家 2025-07-14


- 常熟组装工控设备 2025-07-13
- 工业园区汽车零部件工控设备 2025-07-13
- 常州工控设备店 2025-07-13
- 工业园区工控设备有限公司 2025-07-13
- 浙江工控设备方案 2025-07-13
- 虎丘区组装工控设备厂家 2025-07-13





- 江阴工控设备原理 07-15
- 高新区测试工控设备 07-15
- 无锡工控设备原理 07-15
- 太仓汽车零部件工控设备方案 07-15
- 虎丘区工控设备公司 07-15
- 常熟西门子工控设备 07-15
- 宜兴汽车零部件实验台价格 07-14
- 吴中区组装实验台厂家 07-14
- 苏州工控设备种类 07-14
- 上海逆变器工控设备 07-14