创阔能源科技制作微反应器的特点,小试工艺不需中试可以直接放大:精细化工行业多数使用间歇式反应器。小试工艺放大到大的反应釜,由于传热传质效率的不同,工艺条件一般都要通过实验来修改以适应大的反应器。一般的流程都是:小试"中试"大生产。而利用微反应器技术进行生产时,工艺放大不是通过增大微通道的特征尺寸,而是通过增加微通道的数量来实现的。所以小试比较好反应条件不需要做任何改变就可以直接进入生产。因此不存在常规反应器的放大难题。从而大幅度缩短了产品由实验室到市场的时间。这一点对于精细化工行业,尤其是惜时如金的制药行业,意义极其重大。塑料微孔加工技术哪家好,推荐苏州创阔金属科技有限公司!不锈钢管微孔加工推荐厂家

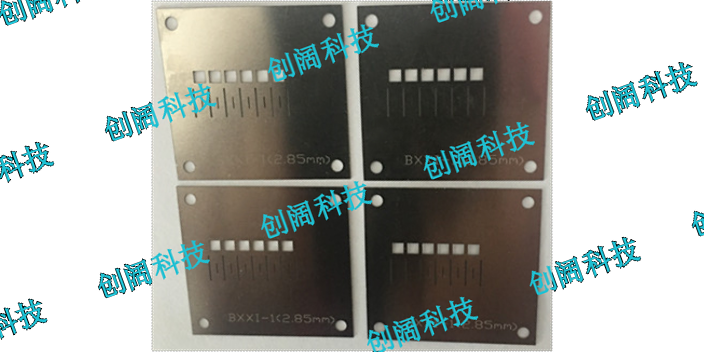
苏州创阔金属科技有限公司――蒸镀、溅射用金属掩膜板介绍很高兴能向您介绍我们公司的高精度金属掩膜板,我们是专业制作掩膜板的公司,与国内很多大学及科学院很多单位一直有合作(如清华大学、中南大学、长春应化所、大连化物所、先进研究院等等),与太阳能电池、OLED、TFT、场效应管、薄膜器件等行业的研究机构有制作相关的掩膜板。加工能力:小开口可达;小厚度0.001mm;位置精度:±0.001mm;我们的主要制作工艺是激光切割,然后对孔壁进行电解抛光处理,做出来的掩膜板表面光亮,孔壁光滑,孔形成梯形状,蒸镀阴影现象明显减小。相关掩膜板介绍:OLED掩膜板小缝宽TFT掩膜板,小桥宽铁电、压电薄膜掩膜板百倍镜下的微孔板,小开孔叉指电板掩膜板带固定托架晶体振荡器掩膜板CIGS太阳能电池掩膜板,小缝宽0.001mm。上海不锈钢微孔加工过滤网微孔加工,推荐苏州创阔金属科技!

创阔能源科技临界热流密度对于有相变的换热,微通道中的临界热流密度现象不同于常规通道。微通道中临界热流密度的产生是由于微通道的蒸汽阻塞。在达到临界热流密度之前,微通道的流动和传热主要是周期性的过冷流动沸腾,从微通道逸出的汽泡和进入微通道的液体反复交替冲刷微通道。一旦达到临界热流密度,微通道中的流动和传热主要是一个蒸汽周期性逸出的过程。一直持续到过热蒸汽的出现,直到整个微通道被过热蒸汽阻塞。入口段效应Nusselt数随无量纲加热长度Lh的增加而减小。而对于常规尺度下圆管内层流换热,当Lh=,换热趋于充分发展状态,Nusselt数趋于定值。根据Lh的取值范围≤Lh≤,可以计算得到换热入口段长度占总通道长度的百分比为。入口段效应对工质换热的影响十分。
且中间混合腔室的右侧设置有后腔混合室,所述第二主流道设置在后腔混合室的右侧,且第二主流道的右侧设置有第二前腔混合室,所述第二前腔混合室的右侧设置有第二分流道路,且第二分流道路的右侧设置有第二中间混合腔室。推荐的,所述主流道的内部尺寸小于等于两倍分流道路的内部尺寸,且分流道路关于主流道的中心轴对称布置有两组。推荐的,所述中间混合腔室关于后腔混合室的中心轴对称布置有两组,且后腔混合室与前腔混合室之间为对称布置。推荐的,所述第二主流道的形状和尺寸与主流道的形状和尺寸均相吻合,且第二主流道与主流道之间为对称设置。推荐的,所述第二分流道路为倾斜式结构设置,且第二分流道路与分流道路的数量相吻合。推荐的,所述第二中间混合腔室的右侧设置有第二后腔混合室,且第二后腔混合室的形状和尺寸与后腔混合室的形状和尺寸相吻合。“创阔科技”研究混合流体从前一个单元的后腔混合室流到主流道时,由于截面积缩小,流体被挤压,得到一次加强混合作用;2.通过中间混合腔室的设置,在中间混合腔室内,因为截面积扩大,产生伯努利效应,流体流速减慢并形成环流,得到又一次加强混合的作用;3.通过后腔混合室的设置。纳米微孔加工,推荐苏州创阔科技!
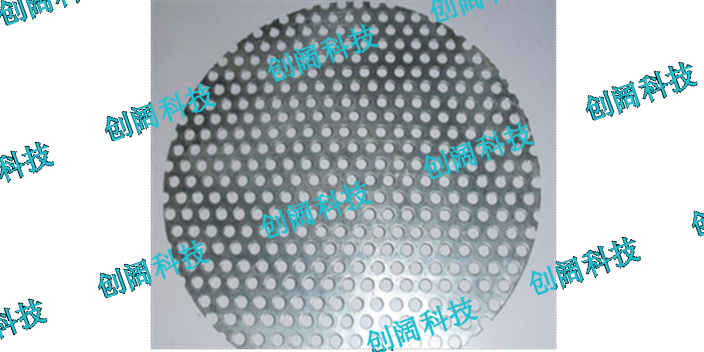
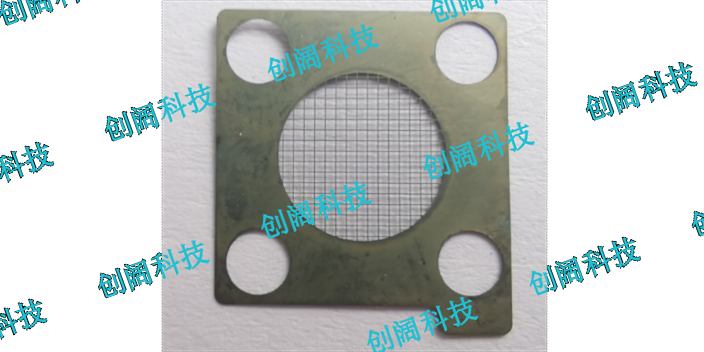
挤出多孔板也称分流板,一般多与过滤网组合在一起使用,由多孔板支撑过滤网,装配在机筒前端。它们的功能是把机筒内被螺杆推动前移旋转运动的塑化熔料,经过过滤网和多孔板后,变成直线运动,阻止熔料中的杂质通过。各种复杂外形蚀刻加工无毛剌,挤出机多孔板的平整度可以达到0.02mm,可根据客户的不同用途需求来进行表面的喷油、着色、电镀。也可以采用离子氮化或盐浴氮化的方式来提高蚀刻多孔板的总体硬度和耐磨损性能,增加蚀刻多孔板的使用寿命,降低采购成本。创阔金属金属掩膜板,产品使用材质,SUS304,301不锈钢,使用材料厚度:0.03mm,0.05mm,0.08mm,0.06mm,0.1mm,0.12mm,0.15mm,0.18mm,0.2mm,产品用途:主要用于半导体、五金、科研、汽车、通讯等领域,产品特点:可以用卷对卷蚀刻加工微孔0.1mm,产品价格:以材料材质、厚度、精度要求、量产数量综合核定,样品提供:付费打样,一般3天内完成,特急的可在24小时,产品检测及售后:二次元、影像仪显微镜精密检测仪器,24小时服务。创阔金属生产的多孔板产品精度高。筛网空微孔加工技术哪家好,推荐苏州创阔金属科技!上海不锈钢微孔加工
苏州创阔技术科技可承接激光微孔加工,欢迎联系。不锈钢管微孔加工推荐厂家
密集小孔加工是传统加工里面很难的技术,其介于传统加工和微细加工之间。在很多国家的研究室里,都有这方面的研究。虽然激光可以用来加工直径很小的孔,但是,如果用激光的话,会是一个喇叭口一样的微孔,残渣多。用电火花是不错的选择,小的可以加工0.15mm直径的微孔,但是其微孔孔壁会留下再铸层,从而影响微孔的使用寿命,使得微孔的孔壁表面质量发生恶化;用机械钻孔的化,其1,钻头非常容易断,其2,在微孔的出口处会留下毛刺,这种毛刺会影响使用效果。我们从事蚀刻工艺加工微孔加工研究10多年,积累出了一点关于加工微孔的心得。我们加工的微孔:孔径小的为80um,孔壁粗糙度为0.02,深度1mm,且没有毛刺。不锈钢管微孔加工推荐厂家