- 品牌
- 岐川智能
- 型号
- 齐全
- 加工定制
- 是
一、化工行业陕煤集团煤制乙二醇杂盐母液处理痛点:传统滚筒干燥工艺效率低,危废产量超标,维护成本高。方案:投用岐川15t/d低温蒸发结晶干化系统。效果:COD从14,7597mg/L降至≤100mg/L,浓缩物含水率8%,危废减量70%1。中石油乙烷制乙烯杂盐母液处理痛点:真空转鼓工艺易结垢,处理效率低。方案:采用30t/d低温蒸发系统。效果:COD从15,000mg/L降至32mg/L,杂盐母液干化效率提升3倍1。中农集团农药中间体废水处理痛点:回灌导致前端三效蒸发效率下降。方案:10t/d低温蒸发系统替代传统工艺。效果:危废减量70%,处置成本降低50%1。二、机械加工与表面处理苏州某机加工厂切削液废水处理痛点:COD高达85,000mg/L,含油量高,传统工艺无法处理。方案:岐川低温热泵蒸发器+陶瓷膜过滤。效果:COD降至300mg/L以下,年节省委外费用90万元3。表面处理产业园锌镍合金废水处理痛点:络合剂难处理,传统工艺排水不达标。方案:20t/d低温蒸发+5t/d结晶干化系统。效果:镍含量从3g/L降至<,浓缩物含水率18%1。三、电子与制药行业无锡某电子厂重金属废水处理痛点:每月委外处理费用9万元。方案:1000L/d低温蒸发器浓缩减量。效果:年节省63万元,蒸馏水回用率80%8。 低温蒸发器能有效去除废水中的盐分。荆州购买低温蒸发器修理

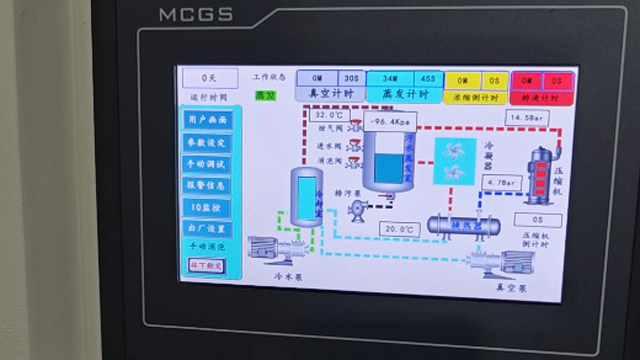
低温蒸发器通过真空技术降低液体沸点,在30℃左右实现高效蒸发。其原理是利用压强与沸点的负相关关系,在密闭系统中创造高真空环境(通常达-90 kPa以上),使废水在低温下沸腾。工作流程包含预热、蒸发、冷凝三阶段:物料经热交换器升温至接近沸点;进入蒸发室后水分汽化;蒸汽经冷凝器转化为可回用的蒸馏水,浓缩液则进一步处理167。这一过程无需高温蒸汽,大幅降低能耗,同时避免热敏性物质分解,为化工、制药等行业提供了环保高效的解决方案。黄山国内低温蒸发器低温蒸发器的进料泵应满足流量与压力的要求。

热泵系统作为低温蒸发器的动力中枢,通过逆卡诺循环完成热能梯级利用。压缩机将低温低压冷媒气体压缩至高温高压状态(温度可达70℃-80℃),高温冷媒流经蒸发室盘管释放潜热加热废水;完成放热后的冷媒经节流阀膨胀降压,在冷凝器管路中吸收蒸汽冷凝释放的余热,重新转化为低温低压状态回流至压缩机吸气端。这种闭式循环设计使热能利用率突破90%,较直热式加热方式节能超50%。某电镀园区应用案例显示,配备热泵的低温蒸发器处理含镍废水时,吨水电耗低至120kW·h,较传统电加热蒸发器下降65%,同时避免了高温蒸汽管道泄漏引发的安全隐患。此外,热泵机组内置变频调节模块,可根据进水流量与温度波动实时调整输出功率,维持系统蒸发效率稳定在85%以上。
低温蒸器发污水处理设备是一种效率的污水处理技术,可以将污水中的有害物质蒸发掉,从而达到净化水质的目的。为了进一步提高设备的处理效率和降低能耗,我们可以对其工艺流程进行优化。我们可以在进水口处设置一个预处理单元,用于除掉污水中的大颗粒杂质和悬浮物。这样可以减少后续处理过程中的堵塞和污染,提高设备的稳定性和运行效率。其次,我们可以使用膜分离技术,如微滤膜或超滤膜,用于进一步除掉污水中的微小颗粒和胶体物质。这种膜分离技术具效率、节能的特点,可以提高设备的处理效率和水质的净化程度。接下来,我们可以考气体分离技术,如气浮技术或膜气分离技术,用于除掉污水中的溶解气体和挥发性有机物。这种气体分离技术可以将污水中的气体物质从液相中分离出来,从而减少蒸发过程中的能耗和污染物的排放。在蒸发过程中,我们可以考虑采用多级蒸发的方式,即将污水分成多个蒸发器进行处理。这样可以提高设备的处理能力和蒸发效率,同时减少能耗和废热的损失。此外,我们还可以采用热泵技术或余热回收技术,将废热回收利用,从而进一步降低能耗和运行成本。 它采用先进的真空系统来维持低压环境。

在全球水资源短缺与工业污染加剧的双重挑战下,低温蒸发污水处理技术凭借其节能、环保、适应性强的特点,正成为高盐、高COD废水处理领域的**解决方案。传统高温蒸发技术因能耗高、设备腐蚀等问题难以满足现代工业需求,而低温蒸发技术通过真空负压与热泵耦合技术,将废水沸点降至30~80℃,在***降低能耗的同时实现水分与污染物的高效分离。这一技术不***了工业废水处理的难题,更推动了污水处理行业向低碳化、资源化方向转型。低温蒸发设备的**原理基于水的沸点与气压的负相关关系。通过真空泵将蒸发室压力降至,水的沸点可降至40℃左右,此时废水中的水分在低温下迅速汽化,蒸汽经冷凝器回收为蒸馏水,污染物则以浓缩液形式排出。为提升效率,设备采用热泵循环系统回收蒸汽潜热,二次能源利用率达80%以上,能耗*为传统蒸发技术的1/3。例如,某电镀企业通过热泵回收余热,年节省蒸汽费用超120万元,同时产水COD降至50mg/L以下,达到回用标准。在技术优势方面,低温蒸发设备展现出***的节能效果与环保兼容性。以1吨/天处理量为例,其年耗电量*为传统工艺的30%~50%,吨水处理成本降低60%以上。设备采用全封闭负压运行,无废气排放,蒸馏水回用率达90%~95%,浓缩液减量率超80%。 多效蒸发技术的应用使低温蒸发器能串联利用蒸汽潜热,能源利用率提升至80%以上,远超常规设备。九江小型低温蒸发器工厂直销
低温蒸发器的预热系统可提高初始蒸发效率。荆州购买低温蒸发器修理
低温蒸发器在化工行业的应用已经取得了很好成果,并且在未来有着巨大的发展潜力。它不仅为化工企业解决了废水处理难题,实现了环保与经济效益的双赢,还为整个化工行业的可持续发展提供了有力的技术支持。相信在不久的将来,低温蒸发器将在化工领域发挥更为重要的作用,推动化工行业朝着绿色、环保、高效的方向不断迈进。在当前全球环保形势日益严峻的背景下,环保产业肩负着重要使命,不断寻求创新技术以应对各种环境污染挑战。低温蒸发器作为一种新兴的环保技术装备,正以其独特的优势在环保产业中发挥着关键作用,有力地推动着环保产业的升级与发展。荆州购买低温蒸发器修理

医药无菌制剂的低温浓缩实践生物制剂(如单抗、疫苗)生产中,低温蒸发是保持蛋白活性的关键步骤。某生物药企采用夹套式低温蒸发器(夹套通冷却水控温),将含蛋白1 mg/mL的发酵液在25℃下蒸发浓缩10倍,蛋白回收率达98.5%(传统离心+超滤*85%)。蒸发罐采用全密闭设计(泄漏率<1×10⁻⁶ mbar·L/s),避免外界微生物污染;冷凝水经0.22 μm微孔滤膜过滤后,作为制剂配料水直接使用。设备配备的在线蛋白浓度监测仪(基于近红外光谱),可实时调整蒸发速率,防止局部过热导致蛋白变性。该工艺使单抗生产成本降低20%,且符合FDA cGMP对无菌制剂的生产要求。它能为后续的废水处理工艺提供良好条...
- 大型低温蒸发器价格信息 2025-07-15
- 深圳小型低温蒸发器哪家好 2025-07-14
- 安庆直销低温蒸发器联系方式 2025-07-14
- 恩施小型低温蒸发器联系方式 2025-07-14
- 黄冈购买低温蒸发器联系方式 2025-07-13
- 孝感智能低温蒸发器生产厂家 2025-07-13
- 赣州安装低温蒸发器 2025-07-13
- 南昌直销低温蒸发器商家 2025-07-12
- 泉州冷库低温蒸发器销售厂 2025-07-12
- 池州销售低温蒸发器生产厂家 2025-07-12


- 湖南大型低温蒸发器哪家好 2025-07-09
- 南昌销售低温蒸发器生产企业 2025-07-09
- 漳州电镀废水低温蒸发器 2025-07-09
- 宁德微型低温蒸发器工厂直销 2025-07-08
- 南昌冷库低温蒸发器供应商家 2025-07-08
- 荆州购买低温蒸发器修理 2025-07-08




- 黄冈购买低温蒸发器联系方式 07-13
- 孝感智能低温蒸发器生产厂家 07-13
- 赣州安装低温蒸发器 07-13
- 南昌直销低温蒸发器商家 07-12
- 泉州冷库低温蒸发器销售厂 07-12
- 池州销售低温蒸发器生产厂家 07-12
- 永州小型低温蒸发器推荐厂家 07-11
- 杭州低温蒸发器货源充足 07-11
- 三亚智能低温蒸发器工厂直销 07-11
- 恩施直销低温蒸发器哪家好 07-10