随着市场对产能需求的不断攀升,装箱机的速度与效率将持续突破。新型的驱动系统和精密的传动部件会被广泛应用,使装箱速度大幅提升。例如,在食品饮料行业,装箱机每小时处理的产品数量有望从当前的数千件跃升至数万件,且运行稳定性更强。先进的控制系统能优化设备动作流程,减少空行程与等待时间,实现产品从输送到装箱的无缝衔接,极大缩短生产周期,助力企业在激烈的市场竞争中快速响应订单需求,提高市场占有率。装箱机自动化装箱机在高速生产过程中如何保证产品质量?安徽自动装箱机原理

装箱机朝着多功能集成方向发展,将贴标、喷码、检测等功能整合于一体,这对操作人员的技能广度提出了更高要求。以往只需专注于单一装箱操作的人员,如今需熟悉多种功能模块的原理与操作。以日化产品包装为例,操作人员不仅要精细设置装箱参数,还要掌握贴标机的标签校准、喷码机的内容编辑与检测设备的精度调试等技能,确保产品在包装过程中实现标签清晰、喷码准确、质量合格的多重标准。同时,模块化设计带来的设备灵活组合特性,要求操作人员具备快速学习与适应能力,能够根据不同生产任务,迅速调整设备配置与操作流程。此外,多功能集成还涉及到设备间的协同运作,操作人员需具备跨功能模块的协调能力,保障整个包装流程高效运转,成为具备综合技能的生产线**人员。湖南定制装箱机厂家高效节能的装箱机,在保证装箱效率的同时,还能帮助企业降低能源消耗成本。

未来装箱机将深度融合人工智能与物联网技术,成为高度智能的包装助手。先进的传感器会布满整机,实时收集设备运行参数、产品包装数据等信息。借助 AI 算法,装箱机能够精细识别产品的形状、尺寸、重量,甚至瑕疵,自动规划比较好装箱方案。比如,面对形状各异的电子产品,智能装箱机可瞬间分析并完成排列,大幅提升装箱效率与空间利用率。同时,通过物联网,企业能远程监控装箱机运行状态,设备还能自我诊断故障,提前预警维护需求,降低停机风险,保障生产连续性。
医药产品关乎生命健康,装箱机的应用为医药企业筑牢安全防线。一家大型制药厂采用配备视觉识别系统的装箱机后,药品包装的准确率从人工操作的 92% 提升至 99.8%,有效避免了因药品规格、批号错误引发的医疗事故风险。在疫苗包装环节,低温环境下稳定运行的装箱机,配合温湿度监测与密封防护功能,确保疫苗在包装过程中始终处于安全储存条件。这种高度自动化的包装方式,还实现了包装流程的全程追溯,一旦出现问题,可快速定位根源,极大提升了医药企业的质量管理水平与品牌信誉度。装箱机如何适应不同尺寸和形状的包装箱?

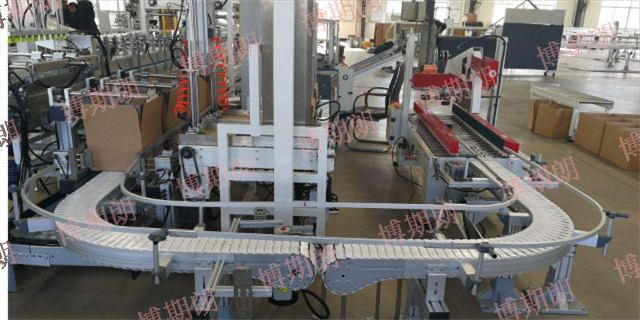
饮料行业离不开装箱机设备的助力。以瓶装饮料生产线为例,在完成灌装、贴标等环节后,饮料瓶需被装入箱中运输和储存。装箱机可根据不同的包装规格,像常见的 6 瓶一组、12 瓶一组或是 24 瓶一箱等,快速且准确地将饮料瓶整齐排列装箱。它通过精细的定位系统,使瓶子在箱内紧密排列,防止运输过程中因晃动而碰撞破碎。对于易拉罐装的饮料同样适用,无论是碳酸饮料还是功能性饮料,装箱机都能高效完成装箱任务,保障饮料产品从生产车间顺利流向市场,满足人们在不同场合对各类饮料的消费需求。具备自检功能的装箱机,出现故障能及时提醒,方便维修人员快速排查解决。贵州定制装箱机服务
装箱机的稳定性至关重要,保障连续作业不停歇。安徽自动装箱机原理
在果蔬行业,装箱机不仅注重效率,还强调环保和保鲜。采用环保材料制造的装箱机,能够减少对环境的污染。其柔性的抓取和放置装置可轻柔地处理新鲜的果蔬,避免造成机械损伤,延长果蔬的保鲜期。装箱机的智能称重系统可精确控制每箱果蔬的重量,确保产品的一致性。同时,装箱机还可与自动贴标系统集成,为每箱果蔬贴上详细的产品信息标签,方便消费者了解产品来源和品质。通过自动化的装箱作业,果蔬企业能够提高生产效率,降低人工成本,同时更好地满足市场对新鲜、环保果蔬产品的需求。安徽自动装箱机原理