- 品牌
- 鼎力,帝鼎
- 型号
- 鼎力
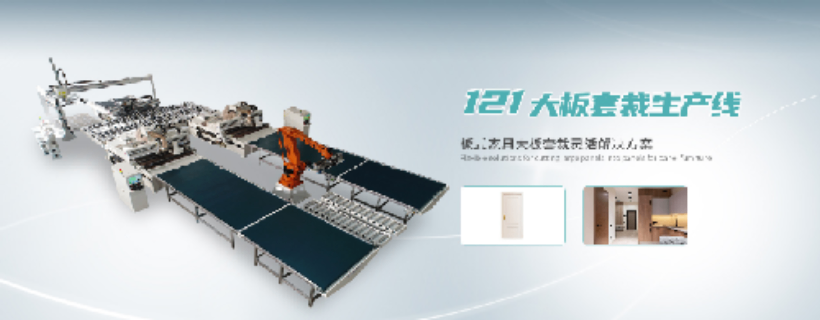
在家具行业竞争愈发激烈的当下,成本控制成为企业立足的关键。大板套裁门板生产线在这方面优势明显。传统门板生产,板材切割多依赖人工经验,板材浪费严重,一块标准大板经多次切割后,边角余料往往无法再利用,造成大量成本损耗。而大板套裁门板生产线,借助先进的智能排版系统,能依据门板尺寸需求,在大板上精细规划切割路径。例如,一套原本需使用三张板材的橱柜门板订单,运用该生产线优化排版后,需两张半板材就能完成生产,板材利用率大幅提升。同时,生产线自动化程度高,减少了人工操作环节,人工成本随之降低。据统计,引入大板套裁门板生产线的企业,板材成本平均降低 15% - 20%,人工成本降低 20% - 30%,为企业带来可观的成本节约空间,增强了市场竞争力。智能刀具监控系统预测磨损程度,提前预警更换需求。吉林全自动门板生产线技术指导
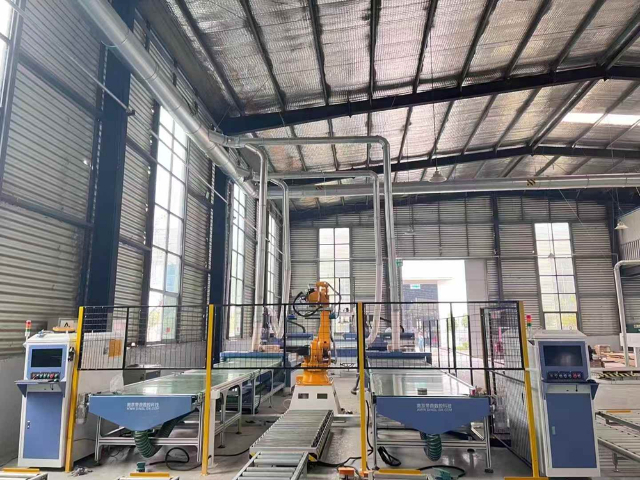
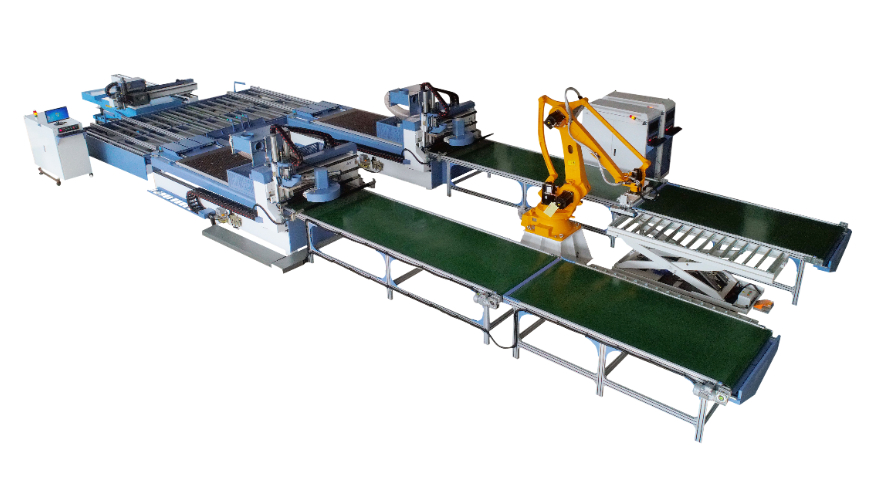
这是国内复合门行业首条全自动柔性生产线,主要用于家居门扇的自动化装配和检测。其生产流程涵盖多个关键环节,首先实现木方的无限长拼接与高精度切割,切割误差控制在 0.4mm 以内。随后完成门芯板组件的搬运与装配,以及门芯板、码头、边挺的总装,直至实现门扇的自动化装配。该生产线采用通用性工装夹具,可适应尺寸跨距较大的多种产品,能兼容不同尺寸、形状、结构的压线框产品进行自动化混线生产。同时,它与 ERP、MES 系统集成,可读取相关生产任务单,实现物料管理和工艺管理。通过自动化运作,有效降低劳动负荷,保证产品质量,提高劳动效率,很大程度利用机器人代替人工作业,提升产能和产品合格率,节约人工成本。河南木工机械全自动化门板生产线厂家直销数字孪生技术模拟大板套裁全过程,提前规避门板材料浪费风险。
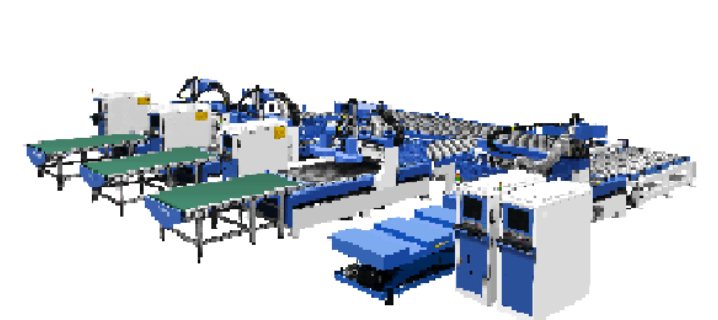
在家具行业中,生产效率一直是企业竞争力的关键要素。大板套裁门板生产线的出现,宛如一阵强劲的东风,有力地推动了生产效率的大幅提升。该生产线配备了先进的自动上料装置,能快速且精细地将板材搬运至指定位置,相较于传统人工搬运,极大地节省了时间。以某中型家具企业为例,在引入生产线前,人工搬运板材每日需耗费 8 小时左右,人力投入达 5 人;引入后,上料环节*需 1 人监控,耗时缩减至不足 1 小时。同时,智能排版功能借助先进算法,能依据板材尺寸与加工需求,瞬间生成比较好切割方案。以往传统加工方式板材利用率在 70%-75%,采用该生产线的智能排版后,利用率飙升至 85%-90%。这意味着每 100 张板材,可多产出 10-15 张有效部件,不仅降低了原材料成本,还减少了切割工序的时长。此外,切割环节运用高精度数控技术与质量刀具,切割精度极高,切割边缘光滑平整,无需后续繁杂打磨工序,生产效率大幅提升。多工序协同作业模式下,生产线可连续高效运转,月产量提升幅度超过 30%,助力企业轻松突破产能瓶颈,快速响应市场订单需求。
对于家具企业而言,快速适应市场变化是保持竞争力的关键,大板套裁门板生产线赋予企业更强的应变能力。当市场对某种款式门板的需求突然增加时,传统生产方式因设备调整困难、生产效率低,往往难以快速响应。大板套裁门板生产线由于具备快速切换加工方案的能力,能迅速调整生产参数,加大该款式门板的生产力度。反之,当市场需求转向其他款式时,生产线也能及时做出调整。例如,在某季度,市场对简约风格的平板门板需求大增,企业利用大板套裁门板生产线,在一周内将平板门板的日产量从 300 块提升至 500 块,满足了市场需求。同时,对于新推出的门板产品,生产线能快速完成打样与批量生产的转换,助力企业快速将新产品推向市场,抓住市场机遇。智能照明系统聚焦切割区域,降低能耗同时提升操作安全性。
生态门板生产线注重生产环保、健康的门板产品。生产原料多采用可回收、可再生材料,如竹纤维、秸秆纤维等,搭配环保型粘合剂。首先将这些纤维材料进行粉碎、筛选,确保粒度均匀。然后与粘合剂按比例混合搅拌,制成纤维混合物料。通过热压工艺,将纤维混合物料在高温高压下压制成为板材,在压制过程中可根据需求添加防潮层、防虫层等功能性材料。板材成型后进行切割、砂光等加工,使其尺寸精细、表面光滑。接着进行表面装饰,可采用三聚氰胺饰面纸、天然木皮等环保材料贴面。***经严格质量检测,包括甲醛释放量、物理性能等检测项目,符合生态环保标准的生态门板即可进入市场,深受追求绿色家居消费者的喜爱。智能排产系统自动分配任务,设备利用率达95%。江苏智能门板生产线技术指导
智能恒温烘干房精确控温,确保门板不变形、不开裂。吉林全自动门板生产线技术指导
模压门板生产线是生产低碳环保、美观实用门板的关键装备。其生产工艺精细,首先在原料配置阶段,将原木材精心加工成 0.6mm 至 1.6mm 厚度的薄木片。接着,在薄木片表面均匀涂刷粘合剂,并在 120℃ - 140℃的环境中干燥 4 - 6 分钟,使含水率达到 6% - 12%,随后再涂一层粘合剂。之后进行木板铺装,将涂刷好粘合剂的薄木板按序排列,此时木板含水率保持在 12% - 30%,粘合剂未固化,便于调整位置,从而制成模压板胚。***,把板胚送入模压机,在 40℃ - 140℃的温度、60 - 180 公斤每平方厘米的压力下,且模板含水率控制在 12% - 30% 的条件下进行模压,**终得到***的模压门板。这种生产线可生产实木贴皮、塑钢等多种类型模压门板,满足市场多样化需求。吉林全自动门板生产线技术指导


- 辽宁板式智能加工中心门板生产线技术指导 2025-07-01
- 云南全自动门板生产线技术指导 2025-07-01
- 天津智能门板生产线售后服务 2025-06-30
- 安徽全屋定制数控门板生产线技术指导 2025-06-30
- 山西全屋定制自动化门板生产线批量定制 2025-06-30
- 云南全屋定制数控门板生产线批量定制 2025-06-30
- 河北全屋定制自动化门板生产线工厂直销 2025-06-30
- 河北全屋定制数控门板生产线技术指导 2025-06-30