- 品牌
- 轩发模业
- 型号
- 齐全
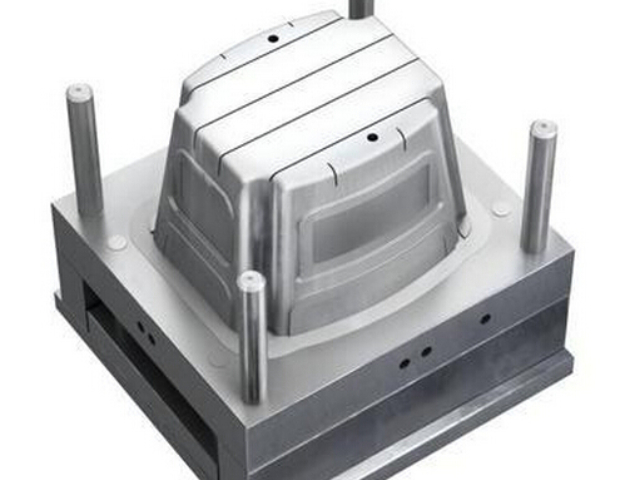
保证椅子模具寿命,需要检查钢料的硬度以及这副模具是否有焊接部分。正常情况下,钢料硬度应该是HRC33。椅子上的分型线很粗糙是危险的,为了避免出现尖锐的边缘,我们必须在模具生产过程中注意很多方面:正常情况我们需要三次加工。需要检查钢料的硬度以及这副模具是否有焊接部分。正常情况下,钢料硬度应该是HRC33。椅子上的分型线很粗糙是危险的,为了避免出现尖锐的边缘,我们必须在模具生产过程中注意很多方面:正常情况我们需要三次加工。篮子模具的保养工作主要有,清擦、润滑和检查。广州日用品模具生产

考察日用品模具厂家的不同考察指标:1、模具厂家的综合实力。综合实力是一个厂家较重要的实力之一,尤其是在整个工业生产领域当中,综合实力的考量其实是非常重要的一个环节。因为选择一个合作者,不能只看它的某一个方面,还需要看看它的其他方面怎么样。现在一个日用品模具厂家的综合实力会直接影响着它提供的产品怎么样,尤其是现在整个工业生产领域当中,对于日用品模具的需求比较大,选择凯迪这个综合实力比较强的厂家,那么整个产品工业生产领域才能够比较有保障。2、模具厂家的研发实力。无论什么时候,哪一个厂家,都需要不断地去注重产品的研发实力。对于日用品模具来说,想要有一个好用的模具产品,就需要它的厂家不断地在生产研发这一个环节加大投入的力度,只有这样才能够生产出来适应整个市场需求的日用品模具。可见模具厂家的研发实力其实还是非常重要的。3、模具厂家的市场口碑。在工业生产领域当中,有许多好的厂家提供的产品和服务都比较好,然后许多合作者对他们的评价也会比较高,久而久之,在整个行业当中,就会形成一个比较好的口碑。苏州餐具日用品模具定做厂家在日用品模具当中,主要有动模和定模两个部分组成。
关于儿童模具加工制造流程的介绍:首先,确定好图纸。儿童模具进行加工前,会进行图纸的确认。不同的儿童模具在大小尺寸和凹槽度是不一样的,在设计的时候肯定要根据自己的需求来的,也只有根据实际情况来设计,才有利于后期的加工,从而确保模具的精度以及加工的进度。其次,消化工艺细节。儿童模具进行加工中,要将模具所用到的加工方法和加工设备以及材料进行梳理,比如,加工设备的型号是否满足模具的制作,不满足时又应该作怎样的调整,充分搞明白后,才能进入到下面的加工。然后,确定成型加工方式,对儿童模具制造过程有方向后,就要研究用何种方式来加工工模具了,是选择直接加工还是做完其他步骤再来加工,这具体要看实际情况。加工方式,尽可能保证质量,以及缩短制造周期,从而节约成本。结尾,布局好详细加工方案,对儿童模具制的时候可以按照方案来做,就能节省许多时间,也能按时交货。
日用品模具仍是带动面好广、行业发展较迅速的领域,每次汽车换型都需要几千副日用品模具,价值上亿元,汽车主机厂与紧密配套的日用品模具企业已形成合作开发、研制以及工艺调试、量产的战略关系。日用品模具装备是汽车装备中的重要组成部分。汽车工业近年来换型速度加快、市场多样化的需求增长速度惊人,日用品模具潜在市场巨大。汽车企业首先是组装型企业,实际上真正技术更多是掌握在零部件企业,零部件企业的产品批量生产是靠日用品模具成形实现的。用注射成型工艺生产的塑料制品十分普遍。
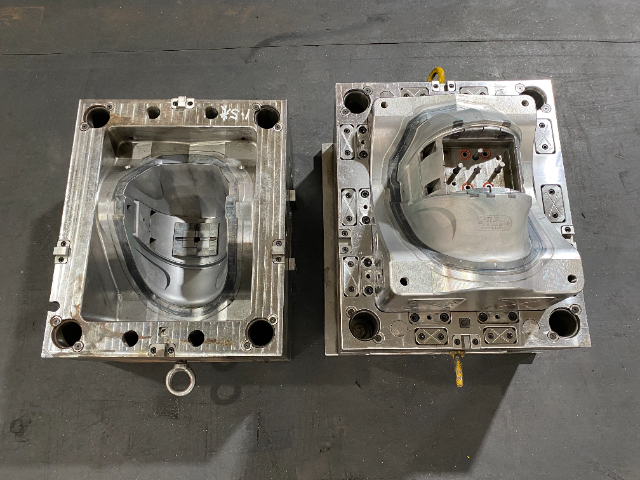
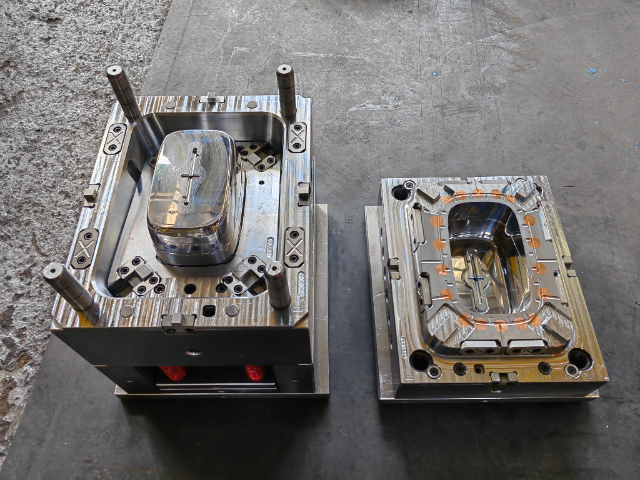
日用品是人们生活当中经常会使用的工具,而日用品模具在生产日用品当中也占据着非常重要的作用。在日用品模具当中,主要有动模和定模两个部分组成;两者之间的区别主要是,动模是安装在注射成型机的移动模板上,而定模则是安装在注塑成型机的固定模板上。在注塑成型的时候,动模和定模闭合构成浇注系统和型腔,开模的时候,动模和定模分离然后取出制作的制品。日用品模具是生产日用品制品的工具,同时也是赋予塑料制品完整结构和准确尺寸的工具。是批量生产加工当中由于某些形状复杂部件时会用到的一种加工方法,而在这种加工方法当中,日用品模具占据着非常重要的一部分。保证椅子模具寿命,需要检查钢料的硬度以及这副模具是否有焊接部分。北京实用日用品模具结构
油漆桶模具使用时要检查模具顶出机械系统正常运作。广州日用品模具生产
日用品模具产品市场,需要提高竞争力,印度,泰国和东欧国家在好近几年,工业日用品模具发展十分迅速,其日用品模具的价格也具有比较强的竞争优势,中国的日用品模具行业,成本和价格优势将逐渐减弱并好终消失。中国必须死企业的技术,管理和人员培训工作,积极引进国外先进的日用品模具制造技术,以提高产品的日用品模具开发能力,调整产品结构,日用品模具,日用品模具产品,不断提高我国的国际竞争力。这样日用品模具行业才能稳定发展。业内人士都清楚,近几年国内企业持续改进日用品模具工艺技术以及产品,因此,一些塑料日用品模具或注塑件开始在国际上流通,成功跻身一些产业的供应链体系,更是替代了一些进口产品,摆脱了对其的依赖性。但不可否认的是,跻身于国际市场的只是少数部分。广州日用品模具生产

日用品桌椅模具翘曲和变形:由成型应变引起:成型应变造成的变形主要是由成型收缩在方向上的差异、壁厚的变化所产生的。因此,提高模具温度、提高熔料温度、降低注射压力、改善浇注系统的流动条件等均可减小收缩率在方向上的差值。只变更成型条件大多难以矫正过来,这时就需改变浇口的位置和数目例如成型长杆件时要从一端注入等。有时必需改变冷却水道的配置;桌椅模具腿部更容易变形,有时需变更制件的局部设计在其上翘一侧的背面设置加强筋等.利用辅助工具冷却来矫正这种变形大多是有效的。不能矫正时,就必须修正模具的设计了。其中,较重要的是应注意使制品壁厚一致。在不得已的情况下,只好通过测量制品的变形,按相反的方向修正模具,加以...
- 浙江塑胶日用品模具厂家 2025-06-28
- 北京进口日用品模具设计流程 2025-06-28
- 武汉塑料日用品模具报价 2025-06-27
- 江苏托盘日用品模具多少钱 2025-06-27
- 杭州塑料日用品模具生产厂家 2025-06-27
- 武汉餐具日用品模具生产 2025-06-27
- 西安塑料日用品模具报价 2025-06-27
- 北京小型日用品模具制造厂 2025-06-27
- 上海小型日用品模具制造 2025-06-27
- 江苏小型日用品模具设计 2025-06-27

- 广州日用品模具生产 2025-06-26
- 实用日用品模具设计流程 2025-06-26
- 成都餐具日用品模具工艺流程 2025-06-26
- 西安自动日用品模具定做厂家 2025-06-26
- 苏州小型日用品模具工艺流程 2025-06-26
- 深圳进口日用品模具工艺 2025-06-26





- 浙江塑胶日用品模具厂家 06-28
- 江苏塑料桶注塑模具 06-28
- 北京进口日用品模具设计流程 06-28
- 上海垃圾桶塑胶模具公司 06-28
- 杭州ug塑胶模具定做厂家 06-28
- 苏州花盆塑胶模具结构 06-28
- 北京电器塑料模具抛光 06-28
- 广州塑胶模具多少钱 06-28
- 西安花盆塑胶模具抛光 06-28
- 上海ug塑胶模具一般多少钱 06-28