- 品牌
- 轩发模业
- 型号
- 齐全
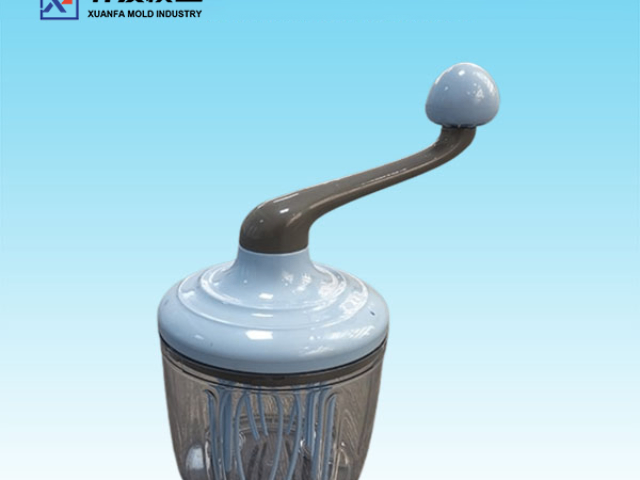
日用品模具仍是带动面好广、行业发展较迅速的领域,每次汽车换型都需要几千副日用品模具,价值上亿元,汽车主机厂与紧密配套的日用品模具企业已形成合作开发、研制以及工艺调试、量产的战略关系。日用品模具装备是汽车装备中的重要组成部分。汽车工业近年来换型速度加快、市场多样化的需求增长速度惊人,日用品模具潜在市场巨大。汽车企业首先是组装型企业,实际上真正技术更多是掌握在零部件企业,零部件企业的产品批量生产是靠日用品模具成形实现的。机油桶盖焊接机是全新机型、整机一体,加强稳固机构工学、脉冲式线路设计,提供换能器能量稳定输出。深圳日用品模具制造

模具设计与制造厂需要把控的几个关键:一、温度。在生产注塑模具的过程当中,模具设计与制造厂会非常的注重对于整个生产环节里面温度的调节,因为注塑模具的生产过程就是将固体的塑料原料进行高温溶解之后,形成具备流动性的流体,然后再将它注射到相应的模具当中去之后再生产成为相应形状的隐性塑料产品。二、压力。生产注塑模具时还要注意的就是压力的问题,如果在模具设计与制造厂进行生产的时候,使用的压力过大,那比较容易会导致后面生产出来的产品体积会被挤压的过小,这样产品就不合格了。三、速度。模具设计与制造厂还必须控制好在生产注塑模具过程当中,对于原料的注射速度,注射速度对于后面的产品生产效果也会形成比较大的影响,因为如果注射的速度过慢的话,比较容易会出现一些原料温差的现象,例如前面注射进去的原料已经降温开始凝固了而后面的原料刚刚开始注射,那么,两者之间就会产生断层,或者是凹陷。会直接的影响到外观以及机械强度。 实用日用品模具加工厂影响儿童玩具制造价格的各种因素:材料使用成本。
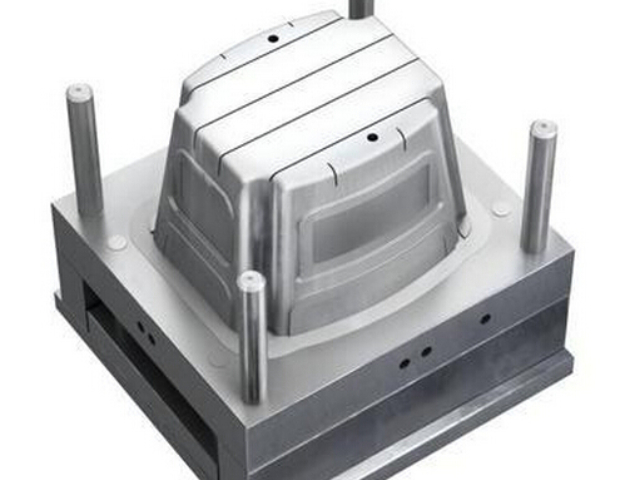
成熟的日用品模具结构不但考虑到产品材料属性——收缩率、成型温度、弹性拉伸变形系数等,而且还要考虑到冷却水路、开合模的速度等。合理的日用品模具结构能有效延长日用品模具寿命和保证日用品模具的顺利生产。提高效率,降低成本。日用品模具加工:工欲善其事,必先利其器。日用品模具工艺的安排尤为重要,合理的工艺安排能加快生产周期,缩短加工时间,有效节省成本。而且更重要的是精确合理的加工能够保证日用品模具在生产过程的稳定和延长寿命。加工出错有的会导致日用品模具烧焊,无论焊的多好,对日用品模具来说都是一种损失;另外加工不好还有可能影响日用品模具动作,降低日用品模具寿命,导致日用品模具在生产过程中出现拉裂甚至折断。
汽车外饰件模具公司为什么要控制模具温度:一种方法是直接控制模具的温度,是不是更加直接?在汽车外饰件模具公司的生产过程中,可以直接控制模具的温度传感器,并且可以实现精确控制。这种方法会令模具自身的温度与控制器上的温度是一致的,并且有可能会影响其它方面。一般来说,这种控温的方法更实用,被许多汽车外饰件模具公司所认可。第二种方法是联合控制,也就是将第1二种方法综合起来,同时使用。如果想使用这种方法,需要格外注意温度传感器。在摆放温度传感器时,不能过于随便,需要考虑清楚它的形状以及结构,与冷却通道应该紧密配合。日用品模具属于行业里面得较简单模具。
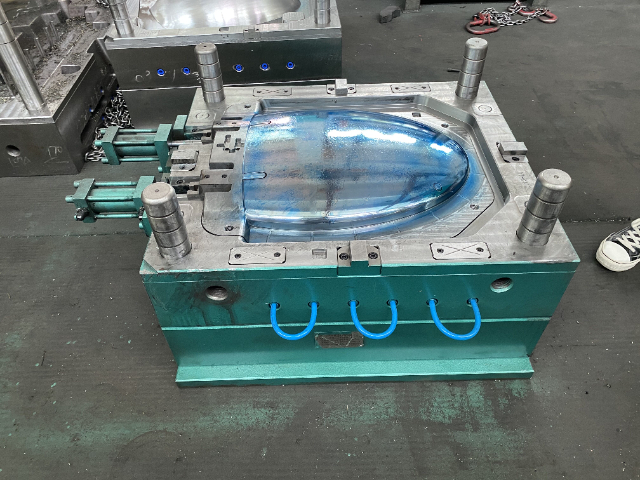
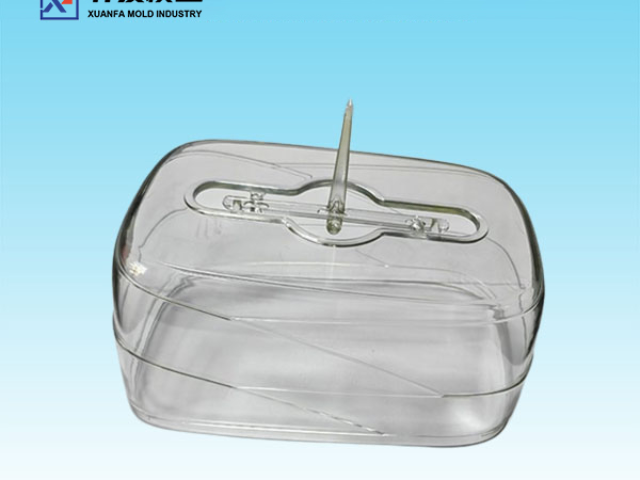
日用品是人们生活当中经常会使用的工具,而日用品模具在生产日用品当中也占据着非常重要的作用。在日用品模具当中,主要有动模和定模两个部分组成;两者之间的区别主要是,动模是安装在注射成型机的移动模板上,而定模则是安装在注塑成型机的固定模板上。在注塑成型的时候,动模和定模闭合构成浇注系统和型腔,开模的时候,动模和定模分离然后取出制作的制品。日用品模具是生产日用品制品的工具,同时也是赋予塑料制品完整结构和准确尺寸的工具。是批量生产加工当中由于某些形状复杂部件时会用到的一种加工方法,而在这种加工方法当中,日用品模具占据着非常重要的一部分。生产一副一出四的周转箱模具,必须采用硬度高于45的预硬钢料做模架。浙江abs日用品模具结构
注射成型加工方式通常只适用于热塑料品的制品生产。深圳日用品模具制造
汽车内饰模具生产厂家许多,在选择的时候应该注意什么:1、实地考察汽车内饰模具生产厂家。作为一个工业产品制造商,在准备生产一批工业产品之前,一定要提前的找好产品的汽车内饰模具生产厂家。因为一款产品想要有一个高效快速的生产环节,就需要使用一些品质比较好的产品模具,只有这样,才能够减少产品在生产过程当中的残次率,提高生产效率。所以在选择的模具厂厂家进行合作的时候,一定要注意先去考察一下厂家,看看厂家有没有实力。2、比较一下价格。许多汽车内饰模具生产厂家的产品模具生产的报价都是不一样的,所以在工业生产当中,一定要提前去了解一下。尤其是的模具厂厂家比较多,在选择的时候可以先比较一下价格,比较价格的过程当中,一定要注意不能只选择一些报价比较低的汽车内饰模具生产厂家来合作,要综合的去考虑厂家提供的产品模具其他的特性。因为市场上许多产品模具的品质和它的报价其实也是相关的。深圳日用品模具制造

日用品桌椅模具翘曲和变形:由成型应变引起:成型应变造成的变形主要是由成型收缩在方向上的差异、壁厚的变化所产生的。因此,提高模具温度、提高熔料温度、降低注射压力、改善浇注系统的流动条件等均可减小收缩率在方向上的差值。只变更成型条件大多难以矫正过来,这时就需改变浇口的位置和数目例如成型长杆件时要从一端注入等。有时必需改变冷却水道的配置;桌椅模具腿部更容易变形,有时需变更制件的局部设计在其上翘一侧的背面设置加强筋等.利用辅助工具冷却来矫正这种变形大多是有效的。不能矫正时,就必须修正模具的设计了。其中,较重要的是应注意使制品壁厚一致。在不得已的情况下,只好通过测量制品的变形,按相反的方向修正模具,加以...
- 浙江塑胶日用品模具厂家 2025-06-28
- 北京进口日用品模具设计流程 2025-06-28
- 武汉塑料日用品模具报价 2025-06-27
- 江苏托盘日用品模具多少钱 2025-06-27
- 杭州塑料日用品模具生产厂家 2025-06-27
- 武汉餐具日用品模具生产 2025-06-27
- 西安塑料日用品模具报价 2025-06-27
- 北京小型日用品模具制造厂 2025-06-27
- 上海小型日用品模具制造 2025-06-27
- 江苏小型日用品模具设计 2025-06-27

- 广州日用品模具生产 2025-06-26
- 实用日用品模具设计流程 2025-06-26
- 成都餐具日用品模具工艺流程 2025-06-26
- 西安自动日用品模具定做厂家 2025-06-26
- 苏州小型日用品模具工艺流程 2025-06-26
- 深圳进口日用品模具工艺 2025-06-26





- 浙江塑胶日用品模具厂家 06-28
- 江苏塑料桶注塑模具 06-28
- 北京进口日用品模具设计流程 06-28
- 上海垃圾桶塑胶模具公司 06-28
- 杭州ug塑胶模具定做厂家 06-28
- 苏州花盆塑胶模具结构 06-28
- 北京电器塑料模具抛光 06-28
- 广州塑胶模具多少钱 06-28
- 西安花盆塑胶模具抛光 06-28
- 上海ug塑胶模具一般多少钱 06-28