螺杆在单螺杆生产工艺里承担着重要职责,其独特的结构和精确的参数设定,是实现物料高效输送与完美塑化的关键。螺杆通常分为加料段、压缩段和均化段。加料段底径较小,主要功能是将原料平稳输送至后续阶段。其螺槽深度 h1 一般为 (0.12 - 0.14) D(D 为螺杆直径),螺旋升角 φ 常取 17°40′ ,这一参数设定能较好地满足不同物料的输送需求,确保原料顺利进入压缩段。进入压缩段,螺杆底径逐渐变化,螺槽深度变浅,对物料进行压实、熔融,并建立压力。压缩比 ε(ε=h1/h3,h3 为均化段螺槽深度)和长度 L2 是关键参数,它们的精确设置能保证物料充分熔融和压实。在加工聚丙烯(PP)时,通过合理调整压缩比和压缩段长度,可使 PP 原料在该段充分熔融,为均化段的进一步加工做好准备。均化段将压缩段已熔物料定量定温地挤到螺杆前端,此段螺槽深度 h3 一般为 (0.05 - 0.07) D ,进一步均匀塑化物料,稳定压力和温度,为机头挤出提供质量稳定的物料,保障产品的质量和性能。造粒机的自动化程度越来越高,通过 PLC 控制系统实现对设备的远程监控和操作。吉林色母粒造粒机保养

原料的预处理是单螺杆造粒的重要环节。对于塑料原料,筛选工序不可或缺,通过振动筛可有效去除混入其中的金属碎屑、石子等杂质,防止这些杂质在后续加工中划伤螺杆、机筒,或者导致模具堵塞,影响造粒质量和设备寿命。对于吸湿性强的原料,如聚酰胺(PA),干燥处理至关重要。一般采用热风干燥机,将温度控制在 80 - 120℃,干燥 2 - 4 小时,使原料水分含量降至 0.1% 以下,避免水分在高温加工过程中引发原料水解、气泡等问题。处理后的原料利用自动提升机输送至双锥喂料机,确保物料均匀、稳定地进入单螺杆主机,为后续造粒提供良好条件。河北高填充造粒机代理商水下切粒将物料在水下直接切成颗粒,颗粒在水中迅速冷却,表面质量好,生产效率高。
除了传统的塑料造粒,造粒机在新兴材料领域展现出巨大的发展潜力。在复合材料领域,将不同材料复合制成具有特殊性能的颗粒,用于航空航天、汽车制造等行业,对造粒机的混炼和成型技术提出了更高要求,也为造粒机企业带来了新的市场机会。在纳米材料领域,制备纳米级别的颗粒需要高精度的造粒设备,这促使造粒机技术不断突破。还有 3D 打印材料的造粒,随着 3D 打印技术的普及,对适用于 3D 打印的颗粒材料需求增加,造粒机可以生产出满足 3D 打印要求的颗粒,拓展了自身的应用领域。
在矿业及冶金行业,造粒机同样发挥着重要作用。在矿石处理过程中,通过造粒机将矿石粉末制成颗粒,便于后续的运输、储存和冶炼。例如,在铁矿石的选矿过程中,将精矿粉造粒后,可以提高其强度和透气性,有利于高炉炼铁。在有色金属冶炼中,造粒机也可用于处理各种金属废料,实现资源的回收利用。随着全球矿业的发展和资源回收利用意识的提高,对矿业及冶金用造粒机的需求将持续增长。同时,为了满足矿业生产对高效、节能、环保的要求,造粒机在技术上也需要不断创新,如开发新型的造粒工艺和设备,以提高造粒效率和产品质量,降低能耗和环境污染。不同类型的造粒机适用于不同的物料和生产工艺,选择合适的造粒机至关重要。

主机料筒的温度控制对单螺杆造粒质量起着关键作用。采用电加热、水冷却自动控制机筒温度的方式,可根据不同原料特性和生产要求精确调节温度。不同塑料原料,如 PP、PE、PS 等,其适宜加工温度各异。通过温度控制系统,实时监测机筒温度,并依据设定值自动调整加热功率或冷却水量,确保物料在各加工阶段都处于合适温度环境,实现高效塑化和挤出。例如,加工 PP 时,机筒温度一般控制在 180 - 220℃;加工 PE 时,温度控制在 160 - 200℃,以保证物料充分熔融且不发生分解等异常情况。检查加热和冷却系统的工作状态,确保温度控制准确。吉林色母粒造粒机保养
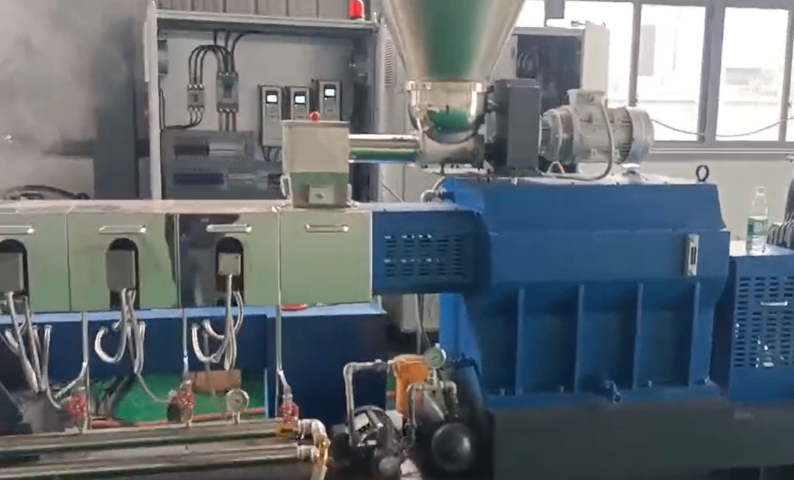
造粒机是一种将粉状、块状或糊状物料加工成颗粒状产品的机械设备。吉林色母粒造粒机保养
许多国家和地区都出台了相关政策和法规,鼓励和支持资源回收利用、环保产业以及新兴材料的发展,这为造粒机的发展提供了有力的政策保障。例如,一些国家对塑料回收企业给予税收优惠、补贴等政策支持,促进了塑料造粒机市场的发展。在环保领域,对污水处理、污泥处理等环保项目的重视和投资增加,带动了相关造粒机的需求。在新兴材料领域,当地对新材料研发和产业化的支持,也为造粒机在该领域的应用创造了良好的政策环境。企业应密切关注政策动态,抓住政策机遇,加快技术创新和产品升级,以适应市场需求和政策要求。吉林色母粒造粒机保养






