- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
超精密加工超精密加工(Ultra-precision machining)是一种高度精确的制造技术,通常用于生产具有极高表面质量和尺寸精度的零部件。这种技术广泛应用于光学、航空航天、医疗器械等领域。以下是一些关于超精密加工的关键点:特点和应用高精度:超精密加工能够实现纳米级别的精度,这使得它非常适合用于制造光学镜头、半导体器件和其他需要极高精度的产品。表面质量控制:超精密加工的目标是通过表面质量控制获得预定的表面功能。例如,光学镜片的表面需要非常光滑以确保光线的正确传播。激光超精密加工质量的影响因素少,加工精度高,在一般情况下均优于其它传统的加工方法。工业超精密钻孔
超精密
在过去相当长一段时期,由于受到西方国家的禁运限制,我国进口国外超精密机床严重受限。但当1998年我国自己的数控超精密机床研制成功后,西方国家马上对我国开禁,我国现在已经进口了多台超精密机床。我国北京机床研究所、航空精密机械研究所(航空303)、哈尔滨工业大学、科技大学等单位现在已能生产若干种超精密数控金刚石机床。北京机床研究所是国内进行超精密加工技术研究的主要单位之一,研制出了多种不同类型的超精密机床、部件和相关的高精度测试仪器等,如精度达0.025μm的精密轴承、JCS—027超精密车床、JCS—031超精密铣床、JCS—035超精密车床、超精密车床数控系统、复印机感光鼓加工机床、红外大功率激光反射镜、超精密振动-位移测微仪等,达到了国际先进水平。高精度超精密精密喷嘴激光超精密加工具有切割缝细小的特点。激光切割的割缝一般在0.1-0.2mm。

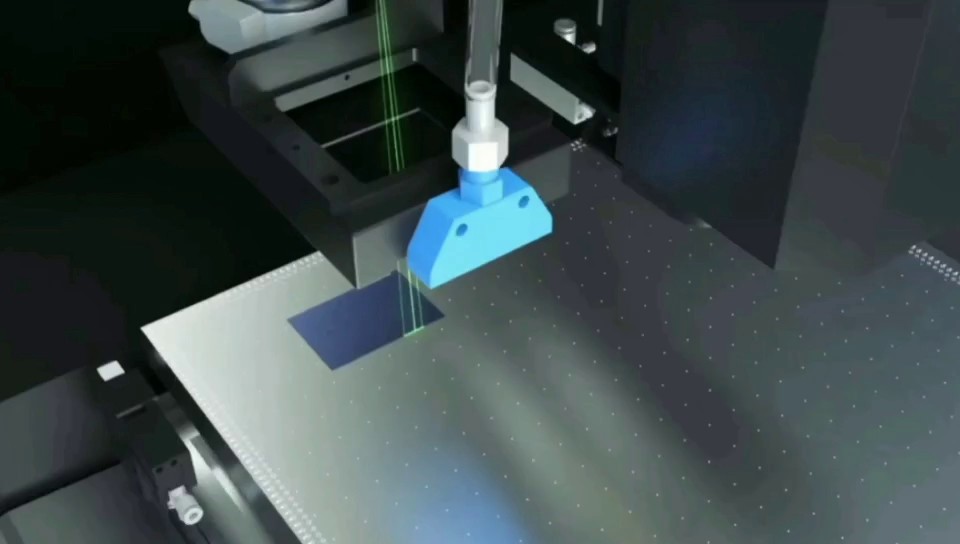
超精密加工技术是指加工精度达到亚微米甚至纳米级别的制造技术,主要包括超精密车削、磨削、铣削和电化学加工等方法。这些技术广泛应用于光学元件、航空航天、精密模具、半导体和医疗器械等领域,能够满足高精度、高表面质量的产品需求。超精密钻孔技术是一种高精度加工方法,能够实现微米级甚至亚微米级的加工精度。该技术广泛应用于电子、光学、精密仪器等领域,主要用于加工微型孔、异形孔等复杂结构。其加工设备通常包括数控机床、激光钻孔系统等,并采用特种刀具和特殊控制系统以确保加工质量。
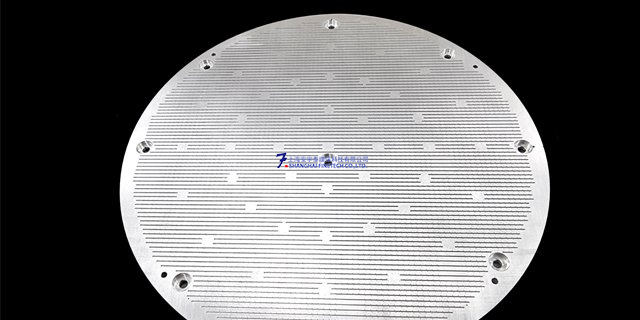
微泰,精湛的超精密加工技术,可达到微米级加工,充分考虑材料的特殊性加工超平整零件,平整度公差小于3um零件精密加工的关键在于确保高水平的精度和质量,并确保与既定尺寸的偏差小实现。精密加工的半导体晶圆真空卡盘的平面度公差不超过3μm,并通过三维接触测量仪进行全数检查和系统质量的管材,为全球客户提供精密加工。铝(AL5052、AL6061、AL7075)、不锈钢(SUS304、SUS316、SUS630)。铜、钨、钛和蒙奈尔合金(MONEL)。处理聚醚醚酮(PEEK)、聚甲醛(POM)和聚酰亚胺(PI)等材料,需要精密加工。使用高难度材料,如无氧高导铜(OFHC)制造半导体精密零件。超精密激光切割的切缝小、变形小、切割面光滑、平整、美观,无须后序处理。

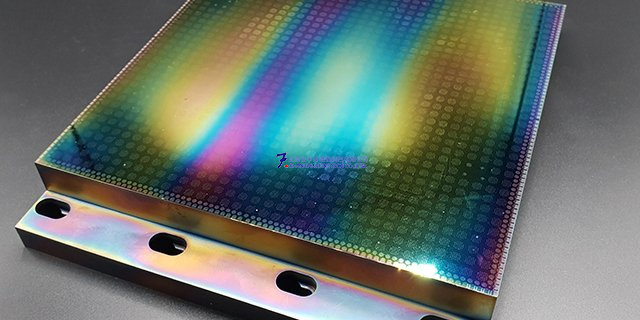
通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。目前,精密加工是指加工精度为1~0.1?;m,表面粗糙度为Ra0.1~0.01?;m的加工技术,但这个界限是随着加工技术的进步不断变化的,目前的精密加工可能就是明天的一般加工。精密加工所要解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。精密加工包括微细加工和超微细加工、光整加工等加工技术。传统的精密加工方法有砂带磨削、精密切削、珩磨、精密研磨与抛光等。a.砂带磨削是用粘有磨料的混纺布为磨具对工件进行加工,属于涂附磨具磨削加工的范畴,有生产率高、表面质量好、使用范围广等特点。b.精密切削,也称金刚石刀具切削(SPDT),用高精密的机床和单晶金刚石刀具进行切削加工,主要用于铜、铝等不宜磨削加工的软金属的精密加工,如计算机用的磁鼓、磁盘及大功率激光用的金属反光镜等,比一般切削加工精度要高1~2个等级。超激光精密打孔的特点是可以在硬度高、质地脆或者软的材料上打孔,孔径小、加工速度快、效率高。飞秒激光超精密CHUCK
激光超精密切割的加工特点是速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小。工业超精密钻孔
微泰,开发了一种创新的新技术,在PCD刀具上形成断屑槽,用于加工有色金属材料。使用独特的先进技术,现在可以在PCD刀具的切削刃上形成具有所需形状的断屑槽。该技术可用于从粗加工到精加工的范围,通过将加工过程中产生的切屑尺寸控制为任意小,从而提高了刀具寿命和表面光洁度。通过改变PCD的倾角以及形成的断屑槽,可以通过降低切削力和MAX限度地减少加工过程中产生的热量来MAX限度地减少工件的变形。该技术能够生产客户所需的高精度产品,提高生产力,提高质量并降低加工成本。
工业超精密钻孔
- 芯片超精密 2025-07-16
- 半导体超精密气体流量阀 2025-07-16
- 进口超精密超精细 2025-07-16
- 半导体加工超精密陶瓷叠层电容 2025-07-16
- 代工超精密分度盘 2025-07-15
- 进口超精密超细孔 2025-07-15
- 日本加工超精密研磨 2025-07-15
- 纳米级超精密阵列遮罩板 2025-07-14
- 微米级超精密相机模组镜头切割器 2025-07-14
- 半导体加工超精密吸附板 2025-07-14
- 进口超精密测包机分度盘 2025-07-14
- 自动化超精密喷嘴 2025-07-13