- 品牌
- GDK
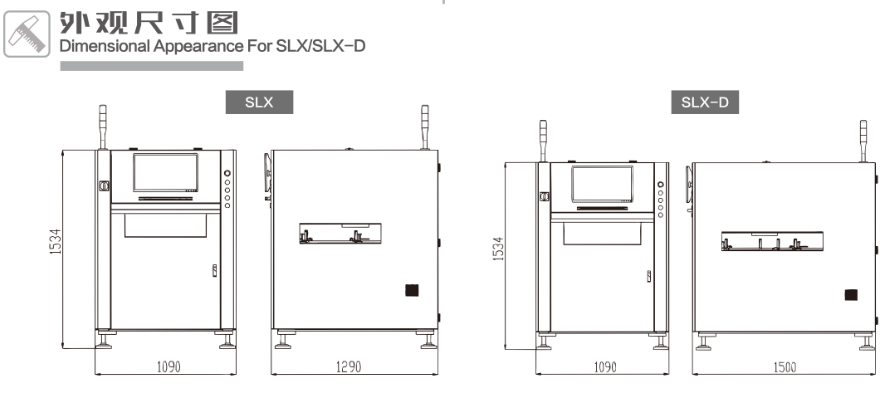
- 型号
- 锡膏印刷机
- 适用材质
- PCB板印刷锡膏
SMT贴片|双面线路板贴装方法PCB电路板上堆满了各种各样功能的电子元器件,所以就需要把电路板的A面和B面都充分使用起来。当电路板的A面贴装完元器件以后,就需要再过来打B面的元器件。那么这个时候A面和B面就会颠倒位置,更麻烦的是还必须要重新过SMT贴片回流焊,因为有些元器件特别是BGA,对于焊接的温度非常的苛刻。如果在第二次回流焊接的时候锡膏受热融化,有比较重的零件在底面,就有可能会因为自重加上锡膏熔化松动而使器件掉落或偏移,造成品质异常,所以我们在PCBA加工中的工艺管控中对比较重的器件焊接都会选择在第二次焊接的时候才过回流焊。另外,对于一块电路板上BGA和IC器件比较多的时候,因为要杜绝某些掉件和焊锡回流问题,所以会把重要器件放在第二面打件,让它只过一次回焊炉就好。对于其他细间脚的元器件,如果在DFM允许的情况下可以一面就先贴装,这样它就会比放在第二面贴装对于精密度的控制要好。因为当PCB电路板在一次回焊炉后,高温焊接的影响下会发生肉眼看不到但影响部分微小引脚焊接的弯曲和变形,同时会造成锡膏印刷产生微小偏移,而且第二次锡膏量难以控制。当然还有一些元器件是因为制程的影响,本身就不参与A面和B面的选择。锡膏所含合金的比重和作用锡膏合金的作用。韶关自动化锡膏印刷机

激光锡焊:锡丝、锡膏、锡球焊接工艺对比1、激光锡丝焊接介绍:激光预热焊件后,自动送丝机构将锡丝送到指定位置后,激光将低于焊件温度高于焊料熔点的能量送到焊盘上,焊料熔化完成焊接。材料预热、送丝熔化及抽丝离开三个步骤的精细实施是决定激光送丝焊焊接是否完美的关键点。温度要严格控制,温度高PCB焊盘及现有电子元件造成损伤,温度低无法起到预热效果。送丝速度慢会产生激光烧灼PCB的现象,离丝速度慢则会出现多余焊丝堵住送丝嘴的现象。2.激光锡膏焊工艺介绍:通过将锡膏涂覆在焊盘上,采用激光加热将锡膏熔化然后凝固形成焊点,但由于锡膏是由小颗粒锡珠组合成,在激光光斑作用的边缘由于热量较低导致部分锡珠没有完全熔化而形成残留,对电路板有造成短路的风险,因此,激光锡膏焊尽量采用防飞溅锡膏以避免飞溅的锡珠造成短路。3.激光锡球焊工艺介绍:激光锡球焊分为喷球焊接和植球焊接,是一种全新的锡焊贴装工艺。这种工艺的主要优点是能实现极小尺寸的互连,熔滴大小可小至几十微米。能将容器中的锡球通过特制的单锡珠分球系统转移至喷射头,通过激光的高脉冲能量,瞬间熔化置于喷射头上的锡球,再利用惰性气体压力将熔化后的锡料,喷射到焊点表面,形成互联焊点全自动锡膏印刷机操作原理全自动锡膏印刷机工作时如何保养?欢迎来电咨询。

SMT工艺的流程控制点要获得良好的焊点,取决于合适的焊盘设计、合适的焊膏用量以及合适的回流焊温度曲线。这些是工艺条件。使用同样的设备,有的厂家焊接合格率较高,有的厂家焊接合格率较低。区别在于不同的过程。体现在“科学、精细、标准化”的曲线设置、炉膛间隔、装配时的工装设备上。等等。这些往往需要企业花很长时间去探索、积累和规范。而这些经过验证和固化的SMT工艺方法、技术文件、工装设计就是“工艺”,是SMT的重点。按业务划分,SMT工艺一般可分为工艺设计、工艺试制和工艺控制。其目标是通过设计合适的焊膏量和一致的印刷沉积来减少焊接、桥接、印刷和位移的问题。在每个业务中,都有一套流程控制点,其中焊盘设计、Stencil设计、锡膏印刷和PCB支撑是流程控制的关键点。随着焊盘尺寸和芯片加工元件空间的不断缩小,在印刷过程中,钢网开口的面积比以及钢网与PCB之间的空间越来越重要。前者与锡膏转移率有关,后者与锡膏印刷量和印刷良率的一致性有关,以获得75%以上的锡膏转移率。这是因为模板与PCB的间隙与PCB的设计、PCB的翘曲度、印刷时对PCB的支撑等诸多因素有关。有时受制于产品设计和使用的设备是不可控的,而这正是细间距组件。
钢网对SMT印刷缺陷的影响钢网对SMT印刷缺陷的影响主要来自六个方面,分别是钢网的厚度、网孔的数量——多孔或少孔、网孔位置、网孔尺寸、网孔形状、孔壁粗糙度。1、钢网的厚度会影响到是否有锡珠、锡桥、短路、多锡或少锡。2、网孔数量影响到是否存在元件立碑或元件被贴错位置。3、网孔位置会影响到是否存在锡珠、锡桥、短路、元件偏移和立碑。4、网孔尺寸影响到是否有焊锡过多、焊锡强度不足、锡桥、短路、元件移位和立碑。5、网孔尺寸影响到是否存在短路、焊锡太多或焊锡强度不足、锡珠等品质问题。6、孔壁形状会影响到是否有锡珠、短路、锡桥、焊锡强度不足、元件立碑等品质缺陷。锡膏是SMT生产工艺中至关重要的一部分,锡膏中金属粉末的大小、金属含量的分配、助焊剂的比例、回温时间、搅拌时间和锡膏的保存环境、放置时间都会影响到锡膏印刷品质。由于锡膏原因造成的下锡不良、焊接效果不好等品质问题时有发生。总结:要想控制好锡膏印刷品质的直通率,必须选择合适的锡膏并保障锡膏的存放环境和方法,严格遵守锡膏的使用流程,根据不同的产品而设计好元件的分布比例和位置,印刷不同的元件选择合适的钢网网孔形状和开口形状、网孔大小及钢网厚度等。焊膏印刷工艺的本质是什么呢?

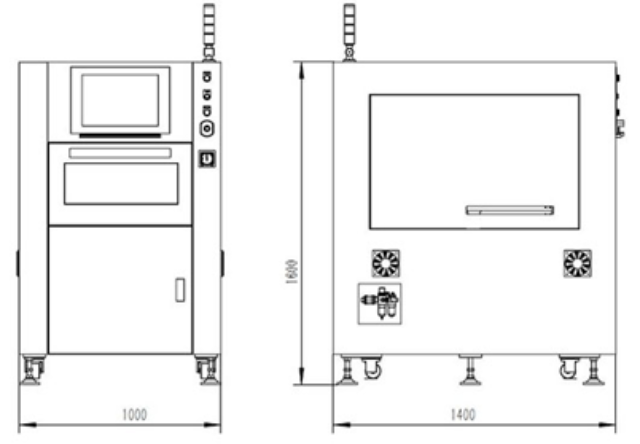
SMT优点和基本工艺贴片加工的优点:组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用之后,电子产品体积缩小40%--60%,重量减轻60%--80%。可靠性高、抗振能力强。焊点缺陷率低。高频特性好。减少了电磁和射频干扰。贴片指的是在PCB基础上进行加工的系列工艺流程的简称。PCB意为印刷电路板。(原文:贴片指的是在PCB基础上进行加工的系列工艺流程的简称PCB基本工艺构成要素:锡膏印刷-->零件贴装-->回流焊接-->AOI光学检测-->维修-->分板。电子产品功能更完整,所采用的集成电路(IC)已无穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件。是表面组装技术,是目前电子组装行业里当下流行的一种技术和工艺。电子电路表面组装技术,称为表面贴装或表面安装技术。它是一种将无引脚或短引线表面组装元器件安装在印制电路板的表面或其它基板的表面上,通过再流焊或浸焊等方法加以焊接组装的电路装连技术。电子产品都是由pcb加上各种电容,电阻等电子元器件按设计的电路图设计而成的,所以各式各样的电器需要各种不同的贴片加工工艺来加工。PCB通过自动上板机沿着输送带送入全自动锡膏印刷机内.湛江全自动锡膏印刷机保养
当印刷完成,Z型架向下移动带动PCB与钢网分离.韶关自动化锡膏印刷机
焊膏印刷工艺的本质1)焊膏印刷的本质焊膏印刷工艺,主要解决的是焊膏印刷量一致性的问题(填充与转移),而不是每个焊点对焊膏量的需求问题。也就是说,焊膏印刷工艺解决的是一个焊接直通率波动的问题,而不是直通率高低的问题!要解决直通率高低的a问题,关键在焊膏分配,既通过焊盘、阻焊与钢网开窗的优化与匹配设计,对每个焊点按需分配焊膏量。我们经常听到说“焊接不良的60%以上源于印刷的不良”,其实这话不准确,准确地讲应是“焊接不良的60%以上源于焊膏的分配”。2)焊膏印刷工艺就是焊接直通率与焊膏分配的关系影响焊膏量一致性的因素焊膏印刷理想的目标是焊膏图形完整、位置不偏、厚度一致,其重要就是“位置”和“量”符合要求并保持一致性。焊膏图形位置的控制一般比较简单,只要钢网与焊盘对准即可。真正难做的是保持焊膏印刷量符合要求并保持一致性。一般决定焊膏量的因素有:(1)焊膏的填充率,取决于刮刀及其运动参数的设置;(2)焊膏的转移率,取决于钢网开窗与侧壁的面积比;(3)钢网与PCB的间隙,取决于PCB的焊盘、阻焊设计与印刷支撑。填充率——印刷时钢网开窗内被焊膏填满的体积百分比;转移率——钢网开窗内焊膏沉积到焊盘上的体积百分比。
韶关自动化锡膏印刷机
全自动锡膏印刷机特有的工艺讲解5.印刷速度:由于刮刀速度与锡膏的粘稠度呈反比关系,有窄间距,高密度图形时,速度要慢一些。速度过快,刮刀经过钢网开孔的时间就相对太短,锡膏不能充分渗入开孔中,容易造成锡膏成型不饱满或漏印等印刷缺陷。印刷速度和刮刀压力存在一定的关系,降速度相当于增加压力,适当降低压力可起到提高印刷速度的效果。6.印刷间隙:印刷间隙是钢网与PCB之间的距离,关系到印刷后锡膏在PCB上的留存量。7.钢网与PCB分离速度:锡膏印刷后,钢网离开PCB的瞬间速度即为分离速度,是关系到印刷质量的参数,在密间距、高密度印刷中尤为重要。分离速度偏大时,锡膏粘力减少,锡膏与焊盘的凝聚力小,使部分锡膏...
- 江门全自动锡膏印刷机厂家价格 2025-06-15
- 广州高速锡膏印刷机技术参数 2025-06-14
- 汕头高速锡膏印刷机销售公司 2025-06-14
- 广东直销锡膏印刷机设备价钱 2025-06-14
- 揭阳直销锡膏印刷机保养 2025-06-14
- 自动锡膏印刷机日常维护与保养方法 2025-06-14
- 梅州在线式锡膏印刷机设备 2025-06-14
- 汕头高速锡膏印刷机服务 2025-06-13
- 梅州销售锡膏印刷机保养 2025-06-13
- 全自动锡膏印刷机使用安全知识 2025-06-13


- 汕尾自动化锡膏印刷机技术参数 2025-06-12
- 广东锡膏印刷机值得推荐 2025-06-12
- 潮州直销锡膏印刷机设备价钱 2025-06-11
- 韶关自动化锡膏印刷机 2025-06-11
- 阳江高速锡膏印刷机维保 2025-06-10
- 中山在线式锡膏印刷机保养 2025-06-10



- 广州高速锡膏印刷机技术参数 06-14
- 汕头高速锡膏印刷机销售公司 06-14
- 揭阳直销SPI检测设备功能 06-14
- 立柱激光打标机 06-14
- 广东直销锡膏印刷机设备价钱 06-14
- 激光打标机的设备厂家 06-14
- 激光打标机机柜 06-14
- 揭阳直销锡膏印刷机保养 06-14
- 光钎激光打标机 06-14
- 自动锡膏印刷机日常维护与保养方法 06-14