- 品牌
- 鼎力,帝鼎
- 型号
- 鼎力,帝鼎
工业互联网驱动的全球协同制造5G 与边缘计算技术推动数控加工生产线进入 “云端制造” 时代。跨国企业通过数字主线(Digital Thread)连接分布在全球的 5 个生产基地,实时同步订单进度、设备状态与质量数据。例如,美国某航空企业的发动机缸体生产线,通过云端协同系统,将位于德国的精密加工中心、中国的装配线与日本的检测实验室串联,研发周期从 18 个月缩短至 10 个月,制造成本降低 25%。未来,区块链技术将应用于生产数据存证,确保工艺参数的不可篡改,提升全球供应链的信任机制。机械臂准确抓取物料,迅速投入生产,自动化生产线节省时间。安徽大板套裁全自动化生产线厂家报价

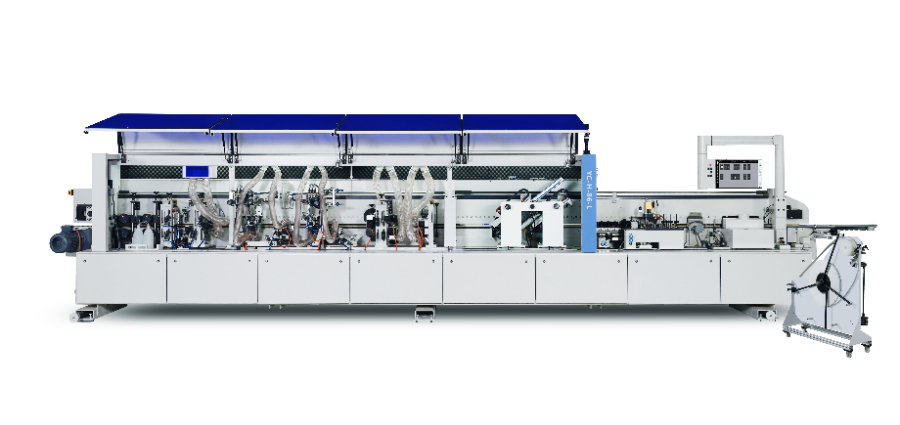
木工数控加工生产线以 “开料 - 钻孔 - 铣型 - 封边 - 砂光” 五工序一体机为标准,如豪迈(HOMAG)TWINLINE 系列设备,配备双主轴(转速 18000-24000r/min)与智能排钻包,可在 6 秒内完成刀具切换。真空吸附工作台采用分区气囊设计(支持 16-30mm 板材),吸附力达 0.08MPa,配合板材定位传感器,确保开料精度 ±0.1mm。自动封边系统集成预铣、激光涂胶、跟踪修边等 12 道工序,封边速度达 25m/min,胶线厚度控制在 0.05-0.2mm,适用于 PET、PVC、实木皮等多种封边材料。福建柜体生产线自动化生产线,以先进的烘干设备,确保产品干燥达标。

随着半导体、光学等领域对精度的追求,数控加工生产线正突破传统物理极限。采用量子传感技术的超精密磨床,定位精度达 ±0.1nm,表面粗糙度可控制在 Ra≤0.005μm,满足 EUV 光刻机反射镜的加工需求。在航空航天领域,加工钛合金航空发动机叶片时,五轴联动加工中心结合原子层沉积(ALD)技术,可实现叶片冷却孔(直径 0.2mm)的纳米级内壁修整,使燃气泄漏率降低 40%,发动机推重比提升 5%。预计到 2030 年,超精密加工将成为微机电系统(MEMS)、量子计算硬件等前沿领域的**制造支撑。
数控加工中心生产线是现代制造业的主要组成部分,其技术特性与生产模式直接影响加工效率与产品质量。加工中心通过集成数控铣床、镗床、钻床功能,配备刀库与自动换刀装置,实现工件一次装夹下的多工序加工。例如,五轴加工中心可完成复杂曲面零件的铣削、钻孔、攻丝等操作,尤其适用于航空航天领域的高精度零件生产。其控制系统采用CNC装置与伺服驱动技术,通过三轴至五轴联动控制刀具轨迹,配合高精度检测设备实现加工参数的实时监控与调整。在生产模式上,数控加工中心生产线可划分为全自动、半自动、间歇性自动三种模式。全自动模式通过固化工装、刀具、零点基准等参数,结合在线检测与自动补偿技术,实现24小时无人干预加工,适用于大批量常规零件生产。半自动模式则针对复杂零件设计,允许人工参与圆柱销安装、拆卸等特殊工序,其余环节如工件装夹、自动测量等仍由系统完成。间歇性自动模式通过多合一工序设计,将零件多道工序集成于一次装夹中,例如某框类零件的深腔、浅腔加工,通过四工位转台实现连续加工,将单件加工时间从183分钟缩短至121分钟,设备利用率提升33%。机械臂高效协作完成任务,提升效能,自动化生产线创造价值。

数控加工中心生产线通过西门子 840D sl 等高性能数控系统,实现纳米级插补,轨迹精度达 ±0.002mm。工业互联网平台实时采集主轴振动(精度 ±0.1g)、刀具磨损(阈值 ±0.005mm)等数据,AI 算法提前 72 小时预测设备故障,某汽车零部件线 OEE 从 68% 提升至 89%,订单交付周期缩短 35%,构建 “数据 - 决策 - 执行” 闭环。五轴联动生产线的航空航天实践五轴加工中心生产线(如 DMG MORI CLX 600)采用 RTCP 刀具中心点控制,在 ±110°B 轴摆动时仍保持 ±0.005mm 定位精度。加工钛合金航空叶片时,一次装夹完成 12 道工序,较传统三轴线减少 4 次装夹,效率提升 400%,叶片型面精度达 IT5 级,表面粗糙度 Ra≤0.8μm,满足航空发动机推重比提升 5% 的严苛要求。自动化生产线,凭借激光检测的严谨目光,剔除瑕疵,保障产品品质。云南柜体生产线推荐货源
自动化生产线,用高精度的雕刻设备,赋予产品独特魅力。安徽大板套裁全自动化生产线厂家报价
数控加工生产线的智能化升级随着工业 4.0 与智能制造技术的发展,数控加工生产线正朝着智能化方向升级。生产线集成了物联网、大数据分析、人工智能等先进技术。通过物联网技术,将生产线上的设备连接起来,实时采集设备运行数据与生产数据。利用大数据分析对这些数据进行深度挖掘,预测设备故障、优化加工工艺。例如,人工智能算法可根据历史加工数据自动优化切削参数,规格。使加工效率提升 10% - 15%,实现生产线的智能化、高效化运行 。安徽大板套裁全自动化生产线厂家报价

- 天津生产线生产企业 2025-06-09
- 北京大板套裁全自动化生产线推荐货源 2025-06-08
- 安徽大板套裁全自动化生产线厂家报价 2025-06-08
- 四川柜体开料生产线 2025-06-08
- 江西大板套裁全自动化生产线技术指导 2025-06-08
- 天津定制家具自动生产线技术指导 2025-06-08
- 河北生产线厂家直销 2025-06-08
- 云南柜体生产线厂家直销 2025-06-08