- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
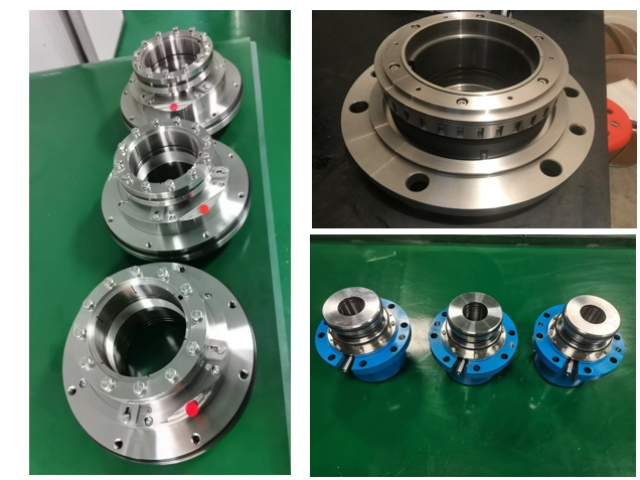
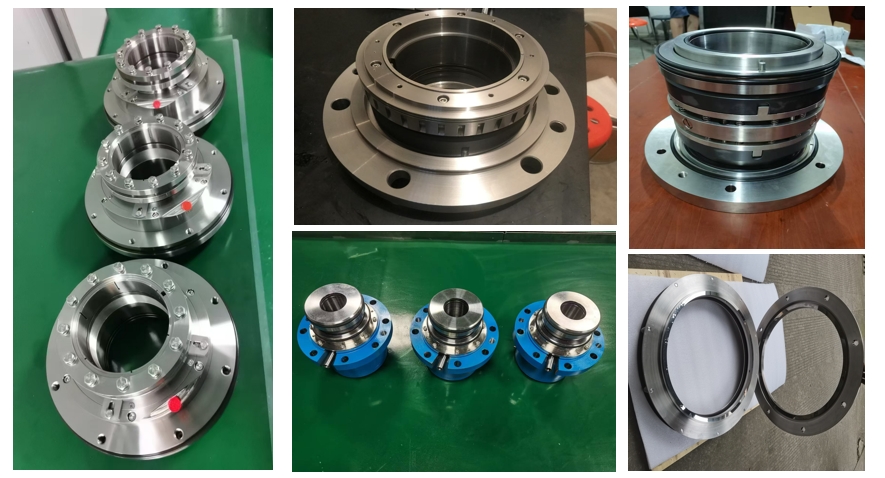
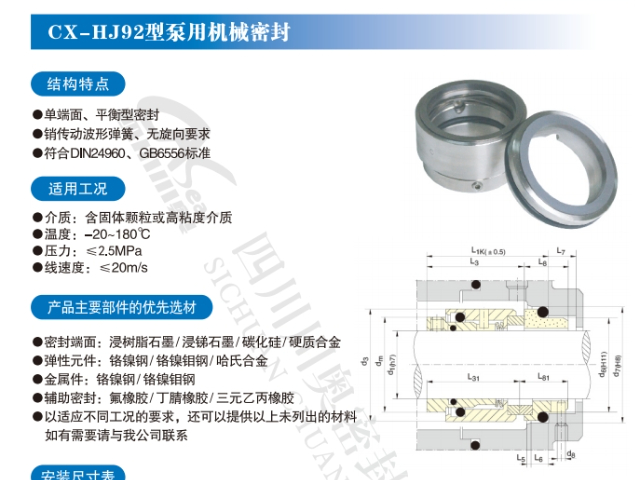
侧搅拌器机械密封结构:侧搅拌器的机械密封通常由固定环和旋转环两部分组成。固定环通常固定在搅拌器的侧壁上,而旋转环则随着搅拌轴一起旋转。在两个环之间形成一定的密封面,通过密封面的相互摩擦来防止物料的泄漏。此外,机械密封还配有弹簧等组件,以实现密封面的压紧和自动调整。工作原理:侧搅拌器的机械密封工作原理是通过旋转环的旋转带动物料在密封面之间流动,形成一层薄薄的物料膜,这层物料膜起到了润滑和密封的作用。同时,弹簧等组件通过施加一定的压力,使密封面紧密贴合,进一步防止物料的泄漏。机械密封的失效模式分析有助于改进设计和使用条件。深圳单端面搅拌器机械密封尺寸
机械搅拌器通过旋转叶轮产生剪切力和挤压力,使物料在容器内进行剪切、挤压和混合,实现搅拌目的。外部设置圆筒形导流筒促进液体循环和传热效率。搅拌过程促进反应或溶解等化学过程。机械搅拌器的工作原理是通过旋转叶轮,将液体搅拌、混合、均质,从而实现工艺过程中的混合、溶解、反应、乳化等目的。具体来说,电机通过传动装置将动力传递给搅拌轴,搅拌轴带动搅拌叶片旋转,从而产生剪切力和挤压力。当搅拌器开始工作时,搅拌叶片将物料从容器底部向上推送,并将其带到容器的顶部,然后再从顶部向下推送,形成一个循环流动。这种循环流动使得物料在容器内进行剪切、挤压和混合,从而实现搅拌的目的。深圳单端面搅拌器机械密封尺寸机械密封的润滑方式有自润滑和外部供油两种。
搅拌器水封的维护:为了保证搅拌器水封的正常工作和延长使用寿命,需要做好日常的维护保养工作。具体做法如下:1.定期检查搅拌器水封的密封效果,及时更换磨损严重的密封件。2.定期添加润滑油,保证水封的良好润滑。3.定期检查水封壳体内部的杂质和异物,及时清理。综上所述,搅拌器水封是搅拌器中的一个重要部件,能够有效地防止混合物进入搅拌器轴承处,保证设备的正常运转和使用寿命。为了保证水封的正常工作和延长使用寿命,需要做好日常的维护保养工作。
潜水搅拌机机械密封冲刷方案及特点:冲刷的目的在于防止杂质集积,防止气囊形成,保持和改善润滑等,当冲刷液温度较低时,兼有冷却作用。冲刷的方式主要有如下:内冲刷:1、正冲刷:(1)特点:利用工作主机的被密封介质,由泵的出口端通过管路引入密封腔。(2)应用:用于清洁流体,P1稍大于P进,当温度高或有杂质时,可在管路上设置冷却器、过滤器等;2、反冲刷:(1)特点:利用工作主机的被密封介质,由泵的出口端引入密封腔,冲刷后通过管路流回泵进口。(2)应用:用于清洁流体,且P进3。全冲刷:(1)特点:利用工作主机的被密封介质,由泵的出口端通过管路引入密封腔,冲刷后再经管路流回泵进口。(2)应用:冷却效果优于前两种,用于清洁流体,且P1与P进和P出相接近时。外冲刷特点:引入外系统与被密封介质相容的清洁流体至密封腔进行冲刷。在高温或腐蚀性介质中,应选择耐高温、耐腐蚀的材料。
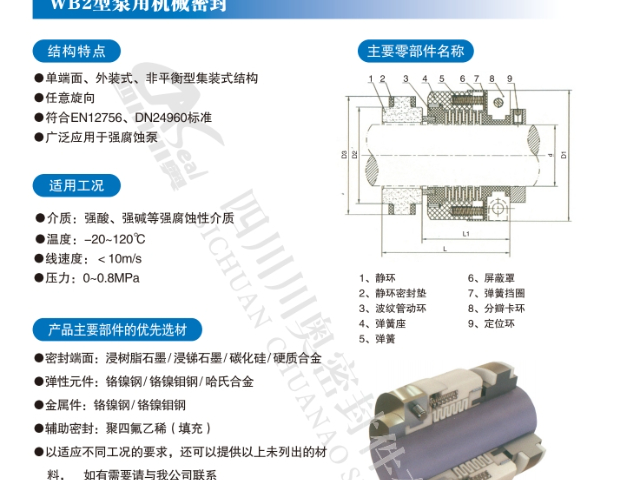
搅拌器常见密封方式:一、机械密封,机械密封是搅拌器中使用较普遍的密封方式之一,它是通过机械键合面的静、动环的紧密配合来实现密封的。机械密封具有密封性能高、可靠性强、适用范围广等优点,尤其是采用单端面机械密封时不需要安装灌料装置,安装、维修方便。但是,该密封方式成本较高,维护困难,且易受污染和磨损等因素的影响,因此需要特别注意。二、填料密封,填料密封是指在搅拌器转子和固定机壳之间填入填料,使填料在离心力的作用下密实贴合,达到密封的目的。这种密封方式结构简单、密封效果稳定,但是因为填料容易受到反复的挤压和冲刷,所以使用寿命有限,维护成本较高。对于含有固体颗粒的介质,机械密封需具备耐磨性能。河南波纹管搅拌器机械密封怎么样
搅拌器的设计应便于机械密封的安装和拆卸。深圳单端面搅拌器机械密封尺寸
搅拌机械密封是指采用机械密封装置对搅拌机进行密封。它通过密封装置将转轴和机体分开,使各种液体和气体不能泄漏出去,从而保证了搅拌机的正常工作。搅拌机械密封具有密封可靠、不易磨损、寿命长、维护方便等优点。搅拌机械密封的基本结构包括密封体、弹簧、静环、动环和密封垫。其中密封体连接在机壳上,用于支撑机械密封的各个零件;弹簧负责起到紧固作用,保证密封的可靠性;静环和动环则是密封的主要部件,静环安装在机体上,动环安装在轴上,两者之间形成一个镶嵌式的密封环来防止泄漏;密封垫则是一种特殊的密封材料,常采用耐酸碱、耐腐蚀的产物。深圳单端面搅拌器机械密封尺寸

为便于使用,一般将填料密封做成一整体,这种填料箱具有以下的特点。1.在填料箱的压盖上设置衬套,可提高装配精度,使轴良好对中,填料压紧时受力均匀,保证填料密封在良好条件下进行工作。2.成型环状填料。因盘状填料装配时尺寸公差很难保证,填料压紧后不能完全保证每圈都与轴均匀良好接触,受力状态不好,易造成填料密封失效而泄漏。采用具有一定公差的成型环状填料,密封效果可大为改善。填料一般在裁剪、压制成填料环后使用。当旋转轴线速度大于1m/s 时,摩擦热大,填料寿命会降低,轴也易烧坏。此时应提高轴表面硬度和加工精度,以及填料的自润滑性能,如在轴表面堆焊硬质合金或喷涂陶瓷或采用水夹套等。轴表面的粗糙度应控制在0...
- 深圳单端面搅拌器机械密封尺寸 2025-04-28
- 甘肃厌氧罐搅拌器机械密封厂商 2025-04-28
- 深圳双端面搅拌器机械密封供应商 2025-04-28
- 重庆腻子粉搅拌器机械密封制造 2025-04-27
- 天津立式搅拌器机械密封 2025-04-27
- 河北立式搅拌器机械密封市价 2025-04-27
- 深圳单端面搅拌器机械密封制造 2025-04-27
- 湖北波纹管搅拌器机械密封尺寸 2025-04-27
- 北京锚框式搅拌器机械密封哪家好 2025-04-26
- 不锈钢搅拌器机械密封批发价格 2025-04-26

- 海南双端面搅拌器机械密封标准 2025-04-24
- 北京搅拌器机械密封批发价格 2025-04-24
- 广东搅拌器机械密封厂家精选 2025-04-23
- 山东液体搅拌器机械密封规格 2025-04-23
- 福建泵用搅拌器机械密封 2025-04-23
- 顶入式搅拌器机械密封市价 2025-04-22



- 重庆开式釜用机械密封厂家供应 04-28
- 天津釜用搅拌器机械密封厂家 04-28
- 甘肃反应釜用剖分式机械密封非标定制 04-28
- 深圳单端面搅拌器机械密封尺寸 04-28
- 四川剖分式机械密封非标定制 04-28
- 甘肃厌氧罐搅拌器机械密封厂商 04-28
- 深圳双端面搅拌器机械密封供应商 04-28
- 湖南静止金属波纹管机械密封批发价格 04-28
- 山东四氟金属波纹管机械密封怎么样 04-28
- 广东金属波纹管机械密封工作原理 04-28