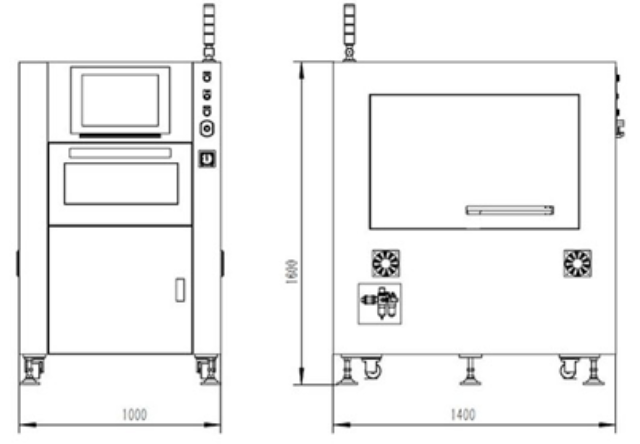
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
机械装配通用技术规范21、必须按照设计、工艺要求及本规定和有关标准进行装配,严禁私自修改作业内容或以非正常的方式更改零件。2、装配的零件必须是质检部验收合格的零件,装配发现漏检的不合格零件应及时上报。3、装配环境要求清洁,不得有粉尘或其它污染,零件应存放在干燥、无尘、有防护垫的场所。4、零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合相应清洁度要求。5、装配过程中零件不得磕碰、划伤,不得损伤零件表面,或使零件明显弯、扭、变形,零件的配合表面不得有损伤。6、相对运动的零件,装配时接触面间应加润滑油(脂)。在加润滑油之前保证表面清洁。7、相配零件的配合尺寸要准确。8、各零、部件装配后相对位置应准确,无特殊要求的,必须保证无明显偏差。9、装配时,零件、工具应有专门的摆放设施,原则上零件、工具不允许摆放在机器上或放在地上,如果需要应在摆放处铺设防护垫或地毯。10、装配时原则上不允许脚踏机械,如果需要脚踏作业,必须在机械上铺设防护垫或地毯,重要部件及非金属强度较低部位严禁脚踏。11对于容易生锈零件,装配时不得用手直接接触,装配完成后,在有需要的地方喷防锈油。针尖到产品杯面的距离过高,会出现拉胶问题;而点胶高度低,又会针头沾胶、爬胶,产品胶量不均匀等问题。.罗湖区精密点胶机设备

点胶机的基本知识2点胶设备调试1、准备产品和夹具;2、确认产品是否变形,然后将产品放入夹具定位夹具;3、开始点胶程序的编程;4、在点胶过程中,编写的程序必须与胶水匹配好,这样才能使胶路完美,产品的粘合力达到要求。如何控制点胶机出胶?1、气动点胶机通过控制电磁阀的开/关来调节点胶时间的长短。借助减压阀,可以调节储气罐内的压力。分配时间的长短和储气罐内的压力将直接受到影响。影响胶滴的体积和形状;2、通过选择合适内径的点胶针(小内径为60um),精确控制气压和电磁阀的导通时间,使用时间-压力点胶机获得相当一致的液滴体积和形状;3、气动点胶过程中,点胶机的针筒一开始就灌胶。随着点胶过程的继续,注射器内的胶水量逐渐减少,而气体量继续增加。在点胶时间和压力下,点胶机点胶的胶体量会逐渐减少。因此,注射器中的胶量和空气量是随时间变化的参数。点胶过程是一个时变动态的系统,系统的动态特性随时间变化。改变和改变。此外,空气是可压缩的,因此很难控制分配器分配量的准确性和一致性。光明区多功能点胶机功能首先,需要保持精密点胶机平台水平度,打好平台水平相当已经调试好了一半,这是调试的前提。

点胶机如何维护点胶机日常的维护会直接影响到点胶机的使用寿命。日常维护步骤:1.更换点胶种类,并清洁胶管通道。此时,首先关闭进胶阀,把胶管内的残留排出,将清洗溶剂倒入胶水存储桶中,启动设备,按平时的操作方法再排出溶剂进行阀体的清洁。2.如果气压进气异常,如果发现水气,请排除调压过滤器内的水气,或检查气压源是否有异常。在大量使用胶水之前,请尝试少量胶水,掌握产品的使用技巧,以免出错。可以使用脱泡机消除搅拌过程中产生的气泡,或者可以静置10-20分钟,使混合过程中产生的气泡及时消除,混合胶量越大。3.请定期擦拭机器部分,以提高使用寿命。胶水越多,反应越快,固化速度越快,应根据实际生产情况合理配胶,避免造成胶水的浪费。消除事故,提高生产效率。4.当机器长时间停止使用时,应拔下电源,这不仅可以延长机器的使用寿命,还可以节省大量的电费。随着自动化工业的快速发展,液体控制技术和自动点胶设备也在不断发展到超高精度控制、多样化和专业化。注:每次使用后清洁,可以再次看到,用酒精擦拭,经常运动部位比较好点油或黄油,保持润滑,如果长时间不需要打磨胶,否则凝固在LED胶机中,并要钱清洁,非常麻烦。
点胶机的基本知识点胶机设备优势1、具有绘制点、线、面、圆弧、圆、不规则曲线连续插补、四轴联动等功能;2、示教功能。支持数组扩展、图形浏览、旋转、三维椭圆、常用图库插入、分组编辑等高级功能;3、点胶量、点胶速度、点胶时间、停胶时间均可参数化;4、采用创英时代专属止液针阀,出胶稳定,胶水干净,不漏胶;5、具有自动防固化功能,可有效防止胶水固化堵针;6、PC兼容性强,2G高速MiniSD大容量文件存储。点胶机的正确安装方法1、点胶设备的安装1、自动点胶机主体(带有YD1000C标志)平放在桌面上;2、点胶设备应根据所用胶水的状态选择不同的针头。牙膏状的胶应该是针里没有胶芯的针,水性胶应该是针里有胶芯的针;3、点胶机的针头和针筒比较好拧在一起,针头要装在针筒上;4、注射器套组件(黄色组件用透明管带连接)的一端先连接注射器,另一端连接分配器本体的出气口;5、点胶机分手动和脚踏操作;6、手动操作点胶机时,手动开关信号接口接电源输入旁边的控制信号输出口,手动按钮系在针筒上。自动点胶机比人工点胶机好在哪?该怎么选择?

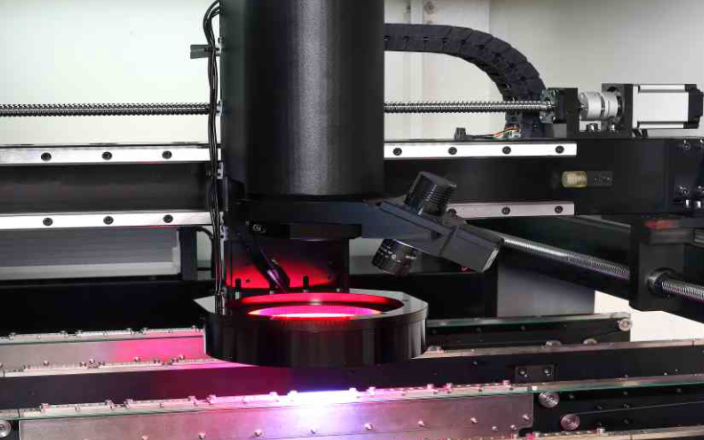
使用点胶机的优势有哪些?1.可以提高企业的生产效率,避免复杂的人工操作、慢速、容易出错等问题,满足大批量生产的需要。2.易于操作,对操作员的技术要求较低。不是专业人士也可快速掌握操作方法,减少了企业培训员工的时间和金钱。通过改变生产工艺,可以快速投入生产,方便快捷。3.可以控制出胶的时间和胶量,精确控制用胶量,减少胶水的浪费,节省成本,保证点胶的一致性和点胶质量。4.工匠点胶机是进行平面点胶,可减少有毒物质对人体造成的损害,降低劳动强度,减少工伤事故的发生。和田古德点胶机采用非接触式喷射点胶技术,超高速点。点胶机怎么点圆
素材查看 如何选择合适的点胶机会影响到点胶机选择的因素有很多。罗湖区精密点胶机设备
机械装配通用技术规范8液压系统的装配1液压系统的管路在装配前必须除锈、清洗,在装配和存放时应注意防尘、防锈。2各种管子不得有凹痕、皱折、压扁、破裂等现象,管路弯曲处应圆滑,不得有扭转现象。3管路的排列要整齐,并要便于液压系统的调整和维修。4注入液压系统的液压油应符合设计和工艺要求。5装配后液压管路及元件不得有渗漏油现象,为防止渗漏,装配时允许使用密封填料和密封胶,但应防止进入系统中。6液压操纵系统和转向系统应灵活、无卡滞现象。7液压系统装好后,应按有关标准进行运转试验。8有关液压系统和液压元件的其它要求应符合GB/T3766的规定电气系统的装配1电气元件在装配前应进行测试、检查,不合格者不能进行装配。2仪表、指示器显示的数码、信号应清晰准确,开关工作可靠。3应严格按照电气装配图样要求进行布线和连接。4所有导线的绝缘层必须完好无损,导线剥头处的细铜丝必须拧紧,需要时搪锡。5焊点必须牢固,不得有脱焊或虚焊现象。焊点应光滑、均匀。罗湖区精密点胶机设备

点胶机常见问题点胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。胶阀滴漏95%的此种情形是因为使用的针头口径太小所致。太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作,只要更换较大的针头即可解决这种问题。液体内空气在胶阀关毕后会产生滴漏现象,比较好是预先排除液体内空气。出胶大小不一致当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。应检查出胶时间,...
- 点胶机程序设置步骤 2024-12-17
- 福田区自动化点胶机设备厂家 2024-12-17
- 宝安区销售点胶机设备厂家 2024-12-16
- 龙华区在线式点胶机市场价 2024-12-16
- 光明区半导体点胶机原理 2024-12-16
- 宝安区国内点胶机价格行情 2024-12-15
- 罗湖区精密点胶机技术参数 2024-12-13
- 盐田区自动化点胶机保养 2024-12-11
- 点胶机参数值设置 2024-12-11
- 龙华区精密点胶机设备 2024-12-08


- 罗湖区精密点胶机销售公司 2024-12-05
- 光明区多功能点胶机服务 2024-12-05
- 什么叫点胶机 2024-12-05
- 点胶机 自动 2024-12-04
- 手机点胶机点胶设备 2024-12-04
- 南山区国内点胶机功能 2024-12-03



- 东莞高速锡膏印刷机设备厂家 02-06
- u盘激光镭雕机出租 02-06
- 昆明激光镭雕机价格 02-06
- 福建五金激光镭雕机厂家 02-06
- 东莞全自动SPI检测设备厂家价格 02-06
- 广州镭雕激光雕刻机摆摊 02-06
- 清远半导体锡膏印刷机设备 02-05
- SPI检测设备保养 02-05
- 广东在线式AOI检测设备生产厂家 02-05
- 镭雕激光雕刻机填充说明 02-05