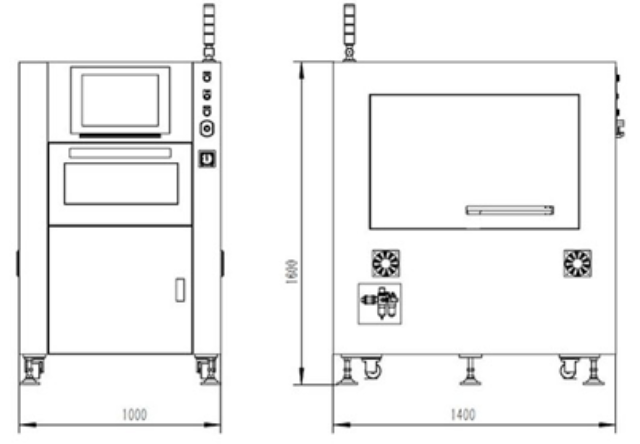
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
瞬干胶白雾现象成因及解决方法什么是瞬间胶主要成份是α-氰基丙烯酸酯胶,它是一种单组分、低粘度、快速固化胶粘剂(即干得很快的胶水),可以快速接着,使用方便。在瞬干胶使用过程中,经常会出现白雾、结霜等现象,容易污染产品表面,破坏美观。什么是瞬干胶白化瞬干胶的成分是氰基丙烯酸粘合剂,当氰基丙烯酸酯分子部分挥发之后与周围环境中的水分发生反应并落下、遗留的白色粉状残留物(单体挥发的蒸气和水分产生低聚合物是白色的),我们称之为白化或结霜。瞬干胶白化现象成因1、瞬干胶用胶量过多,很容易导致白化现象;2、使用环境通风不足,容易形成白化;3、使用瞬干胶之前,粘接产品表面未做处理,有湿气或者灰尘;4、瞬干胶针对不同粘接面固化时间是不一样的,胶水还在反应中未完全固化,很容易出现白化现象;5、常见的人为原因:操作人员手出汗。如何避免瞬干胶白化现象1、根据不同的粘接面控制胶水的用胶量,条件允许建议选用自动化点胶机来控制胶量;2、加强通风,可用辅助风扇,减少白化;3、做好瞬干胶使用前的准备,对粘接面做好表面处理;4、搭配使用瞬干胶促进剂,加速固化;5、使用低气味低白化瞬干胶水,不易挥发,所以白化的现象也可以降低。点胶机又称涂胶机、滴胶机、打胶机、灌胶机等,专门对流体进行控制。盐田区多功能点胶机服务

5.固化后、元器件粘结强度不足、波峰焊后会掉片:固化后元器件粘结强度不够,低于规范值,有时用手触摸会出现掉落。原因:固化后工艺参数不到位,尤其是温度不够;元件尺寸过大、吸热量高、光固化灯老化、胶水不够、元件或PCB有污染。解决方办法:调整固化曲线,提高固化温度,通常热固化胶的峰值固化温度很重要,达到峰值温度容易引起掉片。对光固化胶来说,应该观察光固化灯是否老化、灯管是否有发黑现象、胶水的数量、元件或PCB是否有污染。6.固化后元件引脚上浮或者移位:固化后元件引脚浮起来或移位,波峰焊后锡料会进入焊盘,严重时甚至会出现短路和开路。原因:贴片胶不均匀、贴片时元件产生偏移、贴片胶量过多。解决方法:调整点胶工艺参数、调整贴片工艺参数、控制点胶量。高速点胶机值得推荐点胶机日常保养的好坏,直接影响到点胶机使用寿命。

我们要知道,点胶机主要是通过压力作用来进行封装作业的。工作原理是通过压力的作用将空气压缩至胶瓶注射器,而后将胶水压进与活塞相连的进给管中。由此一来,活塞处于上冲程时,胶桶之内就会灌满胶水;当活塞处于下冲称时,胶水即会在压力的作用下,从点胶针头内喷出。根据封装过程中点胶大小与点胶速度要求的差异性,可以通过活塞下冲的距离以及压力的大小来进行适当调整。点胶机设备操作人员的技术要求也尤为重要,专业的自动点胶机操作人员在点胶过程中发现不合格的点胶效果后会即刻对控制器、阀门等重要控制点胶胶量的部位进行微调和处理,从而保证点胶机长时间的稳定输出,保证产品整体的合格率。因此,在生产现场时,点胶机操作员务必具备基本的点胶机设备知识,才能更好操作设备,尽可能发挥点胶机的作用。
SMT全自动点胶机知识简介点胶机点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。1、工作原理压缩空气送入胶瓶(注射器),将胶压进与活塞室相连的进给管中,当活塞处于上冲程时,活塞室中填满胶,当活塞向下推进滴胶针头时,胶从针嘴压出。2、特点:高速度、对胶剂粘度的低灵敏度。3、优势:可提高点胶速度,改善点胶环境,提高点胶质量。阿基米德式滴胶泵1、工作原理压缩空气送入胶瓶(注射器),将胶压进进给管中,胶流经以固定时间、特定速度旋转的螺杆。螺杆的旋转在胶剂上形成剪切力,螺杆的旋转在胶剂上不断加压,使其从滴胶针嘴流出。2、特点:具有胶点点径无固定限制的灵活性。可通过软件进行调整。胶剂的粘度和流动特性会影响其稳定性。无接触式滴胶泵1、工作原理压缩空气送入胶瓶(注射器),将胶压进与活塞室相连的进给管中加热,以达到比较好的始终如一的粘性。当球回来时,由于加速产生的力量断开胶剂流,使其从滴胶针嘴喷射出,滴到板上形成胶点。2、特点①消除了传统方法产生的胶点拉尾②没有滴胶针的磨损和与其它零件干涉的问题③无针嘴损坏④无由于基板弯曲和被针嘴损害的报废精密点胶机的关键工艺点有哪些呢?

第二就是点胶阀门的控制:精细点胶阀门可以很好的配合点胶控制器来实现胶量的稳定输出,这也是为什么有些自动点胶机厂家提供的点胶阀门价格相差很大的原因,点胶阀采用较好的组合部件在点胶过程中的可以较好地抗损耗,同时也可以保证点胶产线点胶较量的持久稳定输出。第三,点胶控制器的作用是对于气压的管控,气压稳定可以确保点胶胶量的定量输出。生产线中,对于点胶产品的胶量要求,主要的控制就是在点胶控制器对于气压的控制,合理稳定的气压管控可以保证自动点胶机对每个产品点胶的胶量基本保持一致,从而实现在每个产品的点胶效果一致,以达到提升点胶产品合格率的目的。第四,胶机设备操作人员的技术要求也尤为重要,专业的自动点胶机操作人员在点胶过程中发现不合格的点胶效果后会即刻对控制器、阀门等重要控制点胶胶量的部位进行微调和处理,从而保证点胶机长时间的稳定输出,保证产品整体的合格率。点胶机的压力大小决定出胶量,从而影响点胶的速度和点胶效果。全自动点胶机原理
双Y轴点胶机包括两个运动平台,传统点胶机一般只含一个运动平台。盐田区多功能点胶机服务
点胶机设备中胶水知识1.什么叫胶水:胶水就是能够粘接二个物体的物质。胶水不是单独存在的,它必须涂在二个物体之间才能发挥粘接作用。2.胶水的粘度:胶水的粘度用布氏粘度计测出,单位是"cps厘泊"。胶水的粘度的读数一般在300~30000cps之间。在水溶性的粘合剂中,固体含量并不决定胶的粘度,而在于胶水的配方内的增塑剂、增粘剂等等,影响胶水的粘度值。一般情况下周围的环境温度越高"粘度↓","温度↓粘度↑"。水在27℃时的粘度为"1"。3.胶水的流动性:利用低及高转动力以测其粘度值然后取其比率。一般胶水的流动性为1.5~3较好。胶水的粘度同它的流变性有很大的关系。对胶水"搅动↑稀度↓"。尤其是水溶性胶水,越搅越稀。胶水的涂布特性跟流变性的关系:小于1难涂布;0~1.5浊流现象;1.5~3良好的涂布性(流变性好);大于3过稀;4.低成膜温度:在某个温度下,粘合剂里的水分全部挥发后,由液态转变为固态的临界状态下它的成膜温度。这时,干涸的胶层很脆且不具有内聚力。5.成膜速度:从涂胶到在两个基材中形成胶膜的有效结合时间。它受以下因素影响;☆粘合剂内的水分散发时间☆高基材孔积率。☆粘合剂的涂布量。☆粘合剂的配方、固含、等等都会影响成膜速度。盐田区多功能点胶机服务

点胶机常见问题点胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。胶阀滴漏95%的此种情形是因为使用的针头口径太小所致。太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作,只要更换较大的针头即可解决这种问题。液体内空气在胶阀关毕后会产生滴漏现象,比较好是预先排除液体内空气。出胶大小不一致当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。应检查出胶时间,...
- 点胶机程序设置步骤 2024-12-17
- 福田区自动化点胶机设备厂家 2024-12-17
- 宝安区销售点胶机设备厂家 2024-12-16
- 龙华区在线式点胶机市场价 2024-12-16
- 光明区半导体点胶机原理 2024-12-16
- 宝安区国内点胶机价格行情 2024-12-15
- 罗湖区精密点胶机技术参数 2024-12-13
- 盐田区自动化点胶机保养 2024-12-11
- 点胶机参数值设置 2024-12-11
- 龙华区精密点胶机设备 2024-12-08


- 罗湖区精密点胶机销售公司 2024-12-05
- 光明区多功能点胶机服务 2024-12-05
- 什么叫点胶机 2024-12-05
- 点胶机 自动 2024-12-04
- 手机点胶机点胶设备 2024-12-04
- 南山区国内点胶机功能 2024-12-03




- 湛江高速SPI检测设备原理 02-06
- 杭州激光镭雕机订做厂家 02-06
- 销售SPI检测设备价格行情 02-06
- 东莞高速锡膏印刷机设备厂家 02-06
- u盘激光镭雕机出租 02-06
- 昆明激光镭雕机价格 02-06
- 福建五金激光镭雕机厂家 02-06
- 东莞全自动SPI检测设备厂家价格 02-06
- 广州镭雕激光雕刻机摆摊 02-06
- 清远半导体锡膏印刷机设备 02-05