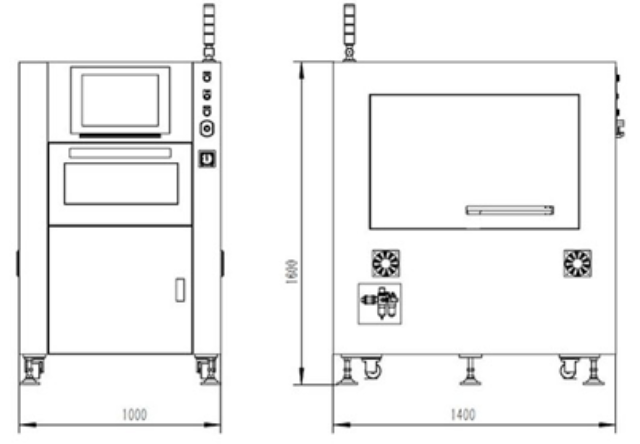
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
4.针距印刷电路板不同的全自动点胶机使用不同尺寸的针头,有些针头有一定的停止度。针头和印刷电路板之间的距离应在每次工作开始时进行校准,即Z轴高度校准。5.胶水温度我们要知道,一般环氧胶水应储存在0-5℃的冰箱中。使用时应提前半小时取出,使胶水完全符合工作温度。而胶水的使用温度应为23℃-25℃;环境温度对胶水的粘度有很大影响,如果温度过低,胶点会变小,并会发生拉丝;环境温度相差5℃将导致分配体积发生50%的变化。因此应根据全自动点胶机知识要点,把控好环境温度,同时,还应保证环境湿度,湿度小的胶点容易干燥,影响附着力。点胶机的压力大小决定出胶量,从而影响点胶的速度和点胶效果。全自动点胶机设备价格

点胶机的基本知识2点胶设备调试1、准备产品和夹具;2、确认产品是否变形,然后将产品放入夹具定位夹具;3、开始点胶程序的编程;4、在点胶过程中,编写的程序必须与胶水匹配好,这样才能使胶路完美,产品的粘合力达到要求。如何控制点胶机出胶?1、气动点胶机通过控制电磁阀的开/关来调节点胶时间的长短。借助减压阀,可以调节储气罐内的压力。分配时间的长短和储气罐内的压力将直接受到影响。影响胶滴的体积和形状;2、通过选择合适内径的点胶针(小内径为60um),精确控制气压和电磁阀的导通时间,使用时间-压力点胶机获得相当一致的液滴体积和形状;3、气动点胶过程中,点胶机的针筒一开始就灌胶。随着点胶过程的继续,注射器内的胶水量逐渐减少,而气体量继续增加。在点胶时间和压力下,点胶机点胶的胶体量会逐渐减少。因此,注射器中的胶量和空气量是随时间变化的参数。点胶过程是一个时变动态的系统,系统的动态特性随时间变化。改变和改变。此外,空气是可压缩的,因此很难控制分配器分配量的准确性和一致性。点胶机应用行业控制器式点胶机:包括自动点胶机、定量点胶机、半自动点胶机、伺服点胶机、精密点胶机等。.

5.固化后、元器件粘结强度不足、波峰焊后会掉片:固化后元器件粘结强度不够,低于规范值,有时用手触摸会出现掉落。原因:固化后工艺参数不到位,尤其是温度不够;元件尺寸过大、吸热量高、光固化灯老化、胶水不够、元件或PCB有污染。解决方办法:调整固化曲线,提高固化温度,通常热固化胶的峰值固化温度很重要,达到峰值温度容易引起掉片。对光固化胶来说,应该观察光固化灯是否老化、灯管是否有发黑现象、胶水的数量、元件或PCB是否有污染。6.固化后元件引脚上浮或者移位:固化后元件引脚浮起来或移位,波峰焊后锡料会进入焊盘,严重时甚至会出现短路和开路。原因:贴片胶不均匀、贴片时元件产生偏移、贴片胶量过多。解决方法:调整点胶工艺参数、调整贴片工艺参数、控制点胶量。
点胶机的基本知识点胶机设备优势1、具有绘制点、线、面、圆弧、圆、不规则曲线连续插补、四轴联动等功能;2、示教功能。支持数组扩展、图形浏览、旋转、三维椭圆、常用图库插入、分组编辑等高级功能;3、点胶量、点胶速度、点胶时间、停胶时间均可参数化;4、采用创英时代专属止液针阀,出胶稳定,胶水干净,不漏胶;5、具有自动防固化功能,可有效防止胶水固化堵针;6、PC兼容性强,2G高速MiniSD大容量文件存储。点胶机的正确安装方法1、点胶设备的安装1、自动点胶机主体(带有YD1000C标志)平放在桌面上;2、点胶设备应根据所用胶水的状态选择不同的针头。牙膏状的胶应该是针里没有胶芯的针,水性胶应该是针里有胶芯的针;3、点胶机的针头和针筒比较好拧在一起,针头要装在针筒上;4、注射器套组件(黄色组件用透明管带连接)的一端先连接注射器,另一端连接分配器本体的出气口;5、点胶机分手动和脚踏操作;6、手动操作点胶机时,手动开关信号接口接电源输入旁边的控制信号输出口,手动按钮系在针筒上。精密点胶机的关键工艺点有哪些呢?

机械装配通用技术规范21、必须按照设计、工艺要求及本规定和有关标准进行装配,严禁私自修改作业内容或以非正常的方式更改零件。2、装配的零件必须是质检部验收合格的零件,装配发现漏检的不合格零件应及时上报。3、装配环境要求清洁,不得有粉尘或其它污染,零件应存放在干燥、无尘、有防护垫的场所。4、零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合相应清洁度要求。5、装配过程中零件不得磕碰、划伤,不得损伤零件表面,或使零件明显弯、扭、变形,零件的配合表面不得有损伤。6、相对运动的零件,装配时接触面间应加润滑油(脂)。在加润滑油之前保证表面清洁。7、相配零件的配合尺寸要准确。8、各零、部件装配后相对位置应准确,无特殊要求的,必须保证无明显偏差。9、装配时,零件、工具应有专门的摆放设施,原则上零件、工具不允许摆放在机器上或放在地上,如果需要应在摆放处铺设防护垫或地毯。10、装配时原则上不允许脚踏机械,如果需要脚踏作业,必须在机械上铺设防护垫或地毯,重要部件及非金属强度较低部位严禁脚踏。11对于容易生锈零件,装配时不得用手直接接触,装配完成后,在有需要的地方喷防锈油。高精密自动点胶机需要调试点胶高度。点胶机行业的前景
素材查看 如何选择合适的点胶机会影响到点胶机选择的因素有很多。全自动点胶机设备价格
四、点胶机编程时出胶时间的设定点胶机点胶量的多少应该是产品间距的一半,这样可以保证有足够的胶量粘贴组件,能避免过多的胶水渗出。高精密自动点胶机出胶量的多少是可以通过调节出胶时间来控制,点胶过程中还可可以根据环境情况(即车间温度、胶水的粘稠度,点胶的速度等)设置点胶时间,如果胶水容易产生拉丝,就需要设置提前关胶时间和停顿时间。五、点胶机控制器气压大小的调节点胶机的压力大小决定出胶量,从而影响点胶的速度和点胶效果。压力大容易出现胶水喷出、胶量过多的问题,影响点胶产品的美感;压力过小有会出现点胶不均匀和点不上胶水等问题,会直接影响产品质量。因此,在实际生产中需要根据胶水粘性,生产车间的环境,气温来设置压力,气温过低会使胶水粘度升高、流动性变差,此时则需要调高压力值。全自动点胶机设备价格

点胶机常见问题点胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。胶阀滴漏95%的此种情形是因为使用的针头口径太小所致。太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作,只要更换较大的针头即可解决这种问题。液体内空气在胶阀关毕后会产生滴漏现象,比较好是预先排除液体内空气。出胶大小不一致当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。应检查出胶时间,...
- 点胶机程序设置步骤 2024-12-17
- 福田区自动化点胶机设备厂家 2024-12-17
- 宝安区销售点胶机设备厂家 2024-12-16
- 龙华区在线式点胶机市场价 2024-12-16
- 光明区半导体点胶机原理 2024-12-16
- 宝安区国内点胶机价格行情 2024-12-15
- 罗湖区精密点胶机技术参数 2024-12-13
- 盐田区自动化点胶机保养 2024-12-11
- 点胶机参数值设置 2024-12-11
- 龙华区精密点胶机设备 2024-12-08

- 罗湖区精密点胶机销售公司 2024-12-05
- 光明区多功能点胶机服务 2024-12-05
- 什么叫点胶机 2024-12-05
- 点胶机 自动 2024-12-04
- 手机点胶机点胶设备 2024-12-04
- 南山区国内点胶机功能 2024-12-03



- 销售SPI检测设备价格行情 02-06
- 东莞高速锡膏印刷机设备厂家 02-06
- u盘激光镭雕机出租 02-06
- 昆明激光镭雕机价格 02-06
- 福建五金激光镭雕机厂家 02-06
- 东莞全自动SPI检测设备厂家价格 02-06
- 广州镭雕激光雕刻机摆摊 02-06
- 清远半导体锡膏印刷机设备 02-05
- SPI检测设备保养 02-05
- 广东在线式AOI检测设备生产厂家 02-05