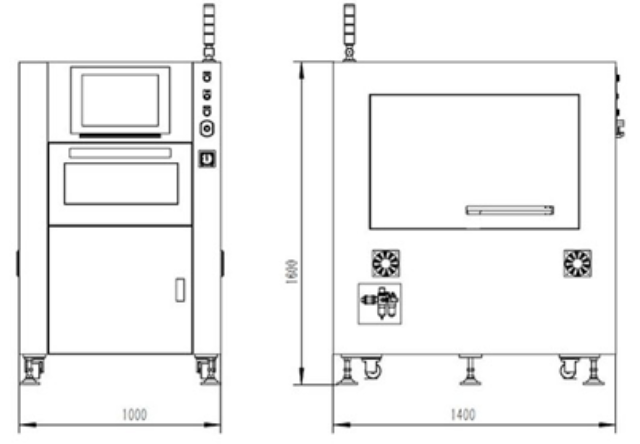
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
三轴点胶机的工作原理及优势三轴点胶机是指具有XYZ轴的桌面型点胶机,也被称之为机械臂点胶机。可分为双液点胶机和单液点胶机,具备了区块位移、旋转、镜射、重复编排、矩阵编排等点胶功能,其主要组成结构为:三轴点胶系统控制器、电源、运动控制器、伺服马达或者步进马达、丝杆或导轨、线材、铝合金板材框架等。工作原理:三轴点胶机工作原理是将压缩后空气送入胶瓶(注射器),将胶压进与活塞室相连的进给管中,当活塞处于上冲程时,活寒室中填满胶,当活塞向下推进滴胶针头时,胶从针嘴压出。滴出的胶量由活塞下冲的距离决定,可以手工调节,也可以在软件中控制。工作流程:在应用过程中可以在输入传感器上根据封装需要进行自行定义,并触发路线循环或跳离,以完成整个封装流程。应用领域:三轴点胶机主要应用领域有:手机、电脑外壳、光碟机、印表机、墨水夹、PC板、LCD、LED、DVD、数位相机、开关、连接器、继电器、散热器、半导体等电子业、或与SMT设备连线快速点/涂胶。时钟、玩具业皮具、皮革行业、礼品包装、医疗器材等需液体点/涂胶产品。如果长时间不用应把胶打光,否则凝固在点胶机里面,又要清理,非常麻烦。点胶机武藏

四、针头与工作面(PCB板)的距离不同的自动点胶设备会采用不同的针头,有些针头有一定的止动度。因此每次工作开始应当先做针头与PCB距离的校准,即Z轴高度校准。五、胶水的温度一般环氧树脂胶水应保存在0-5℃的冰箱中,使用时提前1-2小时拿出,令胶水充分与工作温度相符合。胶水的使用温度应为23℃-25℃;需要注意,环境温度对胶水的粘度影响很大,温度过低则会胶点变小,出现拉丝现象。环境温度相差5℃,会造成50%点胶量的变化。因此对于环境温度应严格控制。同时环境的湿度也应当有所保证,湿度小胶点易变干,影响粘结力。在使用点胶机的过程中,容易出现的工艺缺陷有:胶点大小不合格、拉丝、胶水浸染、固化强度不好易掉等。要解决这些问题应整体研究各项技术工艺参数,以找到解决问题的办法。点胶机厂家点胶机厂家全自动三轴点胶机的优势现如今越来越多的全自动点胶机是哪种呢?

随着科技的高速发展,社会产品的多样化,让精密点胶机的应用也越来越普遍。生产厂家在使用精密点胶机进行生产制程时,过程中还是会遇到各种各样的点胶问题。1.拉丝或者拖尾:点胶中常见缺陷。原因:胶嘴内径太小、点胶压力过高、胶嘴离PCB板的间距过大、粘胶剂品质不好或者已经过期、贴片胶粘度太高、还有从冰箱中取出后未能恢复到室温、点胶量太多等等。解决方法:改用内径较大的胶嘴、降低点胶的压力、调节“止动”高度、更换质量好点的胶、选择适合黏度的胶种、从冰箱中取出后应恢复到室温(约4小时)、调整点胶量。2.胶嘴堵塞:胶嘴出量偏少,没有胶点出来。原因:针头孔内没有完全清洗干净、贴片胶中混入杂质导致有堵孔现象、不相溶的胶水相混合。解决方法:更换洁净的针头,使用质量较好的贴片胶、正确应用贴片胶牌号。
1.操作员应根据工作经验,胶点的直径应为焊盘间距的一半,粘贴后胶点的直径应为胶点直径的1.5倍。这样可以确保有足够的胶水来粘合组件,并防止过多的胶水浸渍焊盘。2.点胶压力背压过大容易造成溢出和胶水过量;如果压力过小,则会有间歇的点胶和泄漏,从而造成缺陷。因此点胶机操作员应根据相同质量的胶水和工作环境温度选择压力;高环境温度会降低胶水的粘度并提高其流动性,在这种情况下根据全自动点胶机知识要点,可以通过降低背压来保证胶水的供应。3.实际上的全自动点胶机,针头的内径应该是胶水分配点直径的1/2。点胶过程中,点胶机的点胶针头应根据印刷电路板上焊盘的尺寸进行选择:如果焊盘尺寸0805和1206没有不同,可以选择相同的针头,但不同尺寸的焊盘应选择不同的针头,这样不仅可以保证胶点的质量,还可以提高生产效率。4.针距印刷电路板不同的全自动点胶机使用不同尺寸的针头,有些针头有一定的停止度。针头和印刷电路板之间的距离应在每次工作开始时进行校准,即Z轴高度校准。
视觉点胶机的使用,你了解多少?

点胶机设备中胶水的一些知识(2)1.水溶性胶水的粘接原理:胶水中的高分子体都是呈圆形粒子,一般粒子的半径是在0.5~5μm之间。物体的粘接,就是靠胶水中的高分子体间的拉力来实现的。胶水高分子体相互拥挤,从而形成不了相互间较强的吸引力。同时,高分子体间的水分也不容易挥发掉。涂胶量过多,胶水大起到的是"填充作用"而不是粘接作用,物体间的粘接靠的不是胶水的粘结力,而是胶水的"内聚力"。2.辨别胶水质量的常用简单方法:★将胶水倒在平面玻璃上观察它的流变性,左右摆动在观察它的流变性。结论:胶水的流动过快,说明胶水过稀。流动性差,过稠不利于粘接。★用手沾一沾观察它粘度。结论:能慢慢拉丝,有一点点的粘手为较好。★倒在小块玻璃上观察它成膜时间。结论:在1~2分钟左右,在胶水表面能形成薄膜的胶水成膜时间较好。★待成膜后的胶水基本固化后用手指沾水泻一泻,观察它的内聚力。结论:胶水很快被化开--内聚力较差。泻开后胶水呈浑浊状--加了填充物。★用两快板错开后粘接在一起,24小时后测一下拉力。在水泡一日然后晒干观察颜色的变化。自动化点胶机的发展与市场趋势。机械手自动点胶机
三轴点胶机与四轴点胶机的区别。点胶机武藏
点胶机会出现的故障以及处理方式1.胶嘴堵塞:胶阀或针头没有完全清洗,胶水里面杂质混到一起,堵塞孔隙或者不相容的胶水混合,也会导致胶嘴少或无胶点。解决方法:更换干净的针头,更换质量更好的胶,胶阀要及时清理。2.胶阀滴胶漏料:点胶机使用的胶阀针头的直径过小,而过小的针头又会影响到胶阀使用时的排气泡动作,从而影响液体流动,造成背压导致排胶停止后不久就开始滴胶。解决方法:更换较大的针头,或者增加回吸的功能,胶阀关闭后液体内的空气会滴落。比较好提前排除液体内的空气,或在使用前将胶水离心或者静置去泡。3.流速太慢:点胶机液体传输管道过长,导致管口的气压流失不稳,从而点胶流速过慢。解决方法:将点胶机管道从1/8改为1/4,如无特殊要求,流动管道越短越好。还要调节出胶口和气压,加快流速。4.流体内有气泡:点胶机由于进给主压力过大,工作时开阀时间太短,也会将空气排进液体。解决方法:降低进给流体的压力,使用锥形鲁尔针头。5.出胶大小不一致:点胶机储存流体的压力泵或进给压力不稳定,导致出胶不均匀,尺寸不一致。解决方法:应避免使用压力介于压力表中的低压部分。胶阀的控制压力至少要有60psi,才能确保出胶的稳定性。点胶机武藏

点胶机常见问题点胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。胶阀滴漏95%的此种情形是因为使用的针头口径太小所致。太小的针头会影响液体的流动造成背压,结果导致胶阀关毕后不久形成滴漏的现象。过小的针头也会影响胶阀开始使用时的排气泡动作,只要更换较大的针头即可解决这种问题。液体内空气在胶阀关毕后会产生滴漏现象,比较好是预先排除液体内空气。出胶大小不一致当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi.,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。应检查出胶时间,...
- 点胶机程序设置步骤 2024-12-17
- 福田区自动化点胶机设备厂家 2024-12-17
- 宝安区销售点胶机设备厂家 2024-12-16
- 龙华区在线式点胶机市场价 2024-12-16
- 光明区半导体点胶机原理 2024-12-16
- 宝安区国内点胶机价格行情 2024-12-15
- 罗湖区精密点胶机技术参数 2024-12-13
- 盐田区自动化点胶机保养 2024-12-11
- 点胶机参数值设置 2024-12-11
- 龙华区精密点胶机设备 2024-12-08


- 罗湖区精密点胶机销售公司 2024-12-05
- 光明区多功能点胶机服务 2024-12-05
- 什么叫点胶机 2024-12-05
- 点胶机 自动 2024-12-04
- 手机点胶机点胶设备 2024-12-04
- 南山区国内点胶机功能 2024-12-03



- 销售SPI检测设备价格行情 02-06
- 东莞高速锡膏印刷机设备厂家 02-06
- u盘激光镭雕机出租 02-06
- 昆明激光镭雕机价格 02-06
- 福建五金激光镭雕机厂家 02-06
- 东莞全自动SPI检测设备厂家价格 02-06
- 广州镭雕激光雕刻机摆摊 02-06
- 清远半导体锡膏印刷机设备 02-05
- SPI检测设备保养 02-05
- 广东在线式AOI检测设备生产厂家 02-05