- 品牌
- 恩畅
- 型号
- ECE
具体实施方式下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例**是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,*是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“***”、“第二”*用于描述目的,而不能理解为指示或暗示相对重要性。在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言。对于带标准2000线编码器的电机而言,由于驱动器内部采用了四倍频技术其脉冲当量为360°/8000=°苏州恩畅。广西开发伺服电动缸平台

通过自动送钉机将螺柱送到机器人自动焊枪里面,通过编程将机器人在工件上示教的路径,将不同规格的螺柱焊接到工件上。可以采用储能焊接或拉弧焊接将螺柱牢牢的焊接到工件上,保证焊接精度和焊接强度。焊接效率大约3-10个/分钟,螺柱规格:直径3-8mm,长度:5-40mm。焊接机器人生产线焊接机器人生产线比较简单的是把多台工作站(单元)用工件输送线连接起来组成一条生产线。这种生产线仍然保持单站的特点,即每个站只能用选定的工件夹具及焊接机器人的程序来焊接预定的工件,在更改夹具及程序之前的一段时间内,这条线是不能焊其他工件的。另一种是焊接柔性生产线(FMS-W)。柔性线也是由多个站组成,不同的是被焊工件都装卡在统一形式的托盘上,而托盘可以与线上任何一个站的变位机相配合并被自动卡紧。焊接机器人系统首先对托盘的编号或工件进行识别,自动调出焊接这种工件的程序进行焊接。这样每一个站无需作任何调整就可以焊接不同的工件。焊接柔性线一般有一个轨道子母车,子母车可以自动将点固好的工件从存放工位取出,再送到有空位的焊接机器人工作站的变位机上。也可以从工作站上把焊好的工件取下,送到成品件流出位置。整个柔性焊接生产线由一台调度计算机控制。浙江先进伺服电动缸报价变压后可以直接用600~700Hz交流电焊接,也可以再进行二次整流,用直流电焊接-苏州恩畅。

[3]机械臂控制策略对柔性机械臂的控制一般有如下方式,1)刚性化处理。完全忽略结构的弹性变形对结构刚体运动的影响。例如为了避免过大的弹性变形破坏柔性机械臂的稳定性和末端定位精度NASA的遥控太空手运动的比较大角速度为。2)前馈补偿法。将机械臂柔性变形形成的机械振动看成是对刚性运动的确定性干扰而采用前馈补偿的办法来抵消这种干扰。德国的BerndGebler研究了具有弹性杆和弹性关节的工业机器人的前馈控制。张铁民研究了基于利用增加零点来消除系统的主导极点和系统不稳定的方法设计了具有时间延时的前馈控制器和PID控制器比较起来可以更加明显的消除系统的残余振动。SeeringWarrenP。等学者对前馈补偿技术进行了深入的研究。3)加速度反馈控制。KhorramiFarShad和JainSandeep研究了利用末端加速度反馈控制柔性机械臂的末端轨迹控制问题。4)被动阻尼控制。为降低柔性体相对弹性变形的影响选用各种耗能或储能材料设计臂的结构以控制振动。或者在柔性梁上采用阻尼减振器、阻尼材料、复合型阻尼金属板、、阻尼合金或用粘弹性大阻尼材料形成附加阻尼结构均属于被动阻尼控制。近年来粘弹性大阻尼材料用于柔性机械臂的振动控制已引起高度重视。
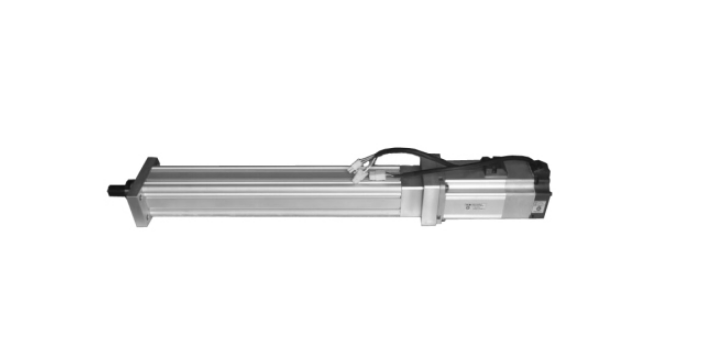
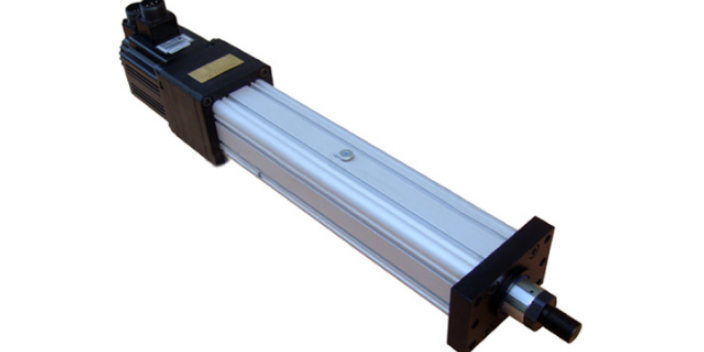
伺服电动缸选型(伺服电动缸产品怎么选型)的介绍:现在广泛应用于造纸行业、化工行业、机械自动化行业、焊接等行业。同时将伺服电机比较好优点-精确转速控制,精确转数控制,精确扭矩控制转变成-精确速度控制,精确位置控制,精确推力控制;实现高精度直线运动系列的全新创新性产品,一般要想准确的选出合适的伺服电动缸型号,需要根据以下几个方面的参数来进行选型计算:1、行程2、负载3、速度4、电动缸类型5、安装方式用户在选择伺服电动缸时候只需向电动缸厂家提供以上五个参数,基本就能选择伺服电动缸型号。另外在选购电动缸时,我们还需要掌握电动缸推力计算公式:伺服电动缸推力=电机转矩*减速比*比较大出力(1T、2T、3T等等),上式中的减速比是传动机构的速度比,有的机构需要添加行星减速机,,而上式中的丝杆导程指的是滚珠丝杆的导程,伺服电动缸的推力单位是KN。以上就是关于“伺服电动缸选型(伺服电动缸产品怎么选型)”的详细介绍了。我们日常使用的升降电梯速度可变,和上产中的自动扶梯速度可变,基本都是运用变频技术-苏州恩畅。

除非焊缝比较简单,否则应尽量选用6轴机器人。弧焊机器人除前面图2提及的在作“之”字形拐角焊或小直径圆焊缝焊接时,其轨迹应能贴近示教的轨迹之外,还应具备不同摆动样式的软件功能,供编程时选用,以便作摆动焊,而且摆动在每一周期中的停顿点处,机器人也应自动停止向前运动,以满足工艺要求。此外,还应有接触寻位、自动寻找焊缝起点位置、电弧跟踪及自动再引弧功能等。焊接机器人焊接设备弧焊机器人多采用气体保护焊方法(MAG、MIG、TIG),通常的晶闸管式、逆变式、波形控制式、脉冲或非脉冲式等的焊接电源都可以装到机器人上作电弧焊。由于机器人控制柜采用数字控制,而焊接电源多为模拟控制,所以需要在焊接电源与控制柜之间加一个接口。近年来,国外机器人生产厂都有自己特定的配套焊接设备,这些焊接设备内已经播人相应的接口板、所以在图1a中的弧焊机器人系统中并没有附加接口箱。应该指出,在弧焊机器人工作周期中电弧时间所占的比例较大,因此在选择焊接电源时,一般应按持续率100%来确定电源的容量。送丝机构可以装在机器人的上臂上,也可以放在机器人之外,前者焊枪到送丝机之间的软管较短,有利于保持送丝的稳定性,而后者软管校长。焊钳的张开和闭合由伺服电机驱动,码盘反馈使这种焊钳的张开度可以根据实际需要任意选定并预置-苏州恩畅。广西国内伺服电动缸报价
由于交流电机没有碳刷,使新型机器人不仅事故率低,而且免维修时间大为增长,加(减)速度也快-苏州恩畅。广西开发伺服电动缸平台
具有稳定的性质。变结构控制器的设计,不需要机械臂精确的动态模型,模型参数的边界就足以构造一个控制器。9)模糊与神经网络控制。是一种语言控制器,可反映人在进行控制活动时的思维特点。其主要特点之一是控制系统设计并不需要通常意义上的被控对象的数学模型,而是需要操作者的经验知识,操作数据等。[3]机械臂研究意义与刚性机械臂相比较,柔性机械臂具有结构轻、载重/自重比高等特性,因而具有较低的能耗、较大的操作空间和很高的效率,其响应快速而准确,有着很多潜在的优点,在工业等应用领域中占有十分重要的地位.随着宇航业及机器人业的飞速发展,越来越多地采用由若干个柔性构件组成的多柔体系统.。传统的多刚体动力学的分析方法及控制方法己不能满足多柔体系统的动力分析及控制的要求.柔性机械臂作为很简单的非平凡多柔体系统,被很多地用作多柔体系统的研究模型。[4]解读词条背后的知识硅谷密探硅谷科技媒体,官方号CMU重大突破,无需手术,普通人就能用意念操控机械臂!用意识控制物体似乎一直是科幻电影中才会存在的超能力。其实,科学家们早已将这种超能力带到了我们的现实生活中。广西开发伺服电动缸平台

变位机与机器人可以是分别运动,即变位机变位后机器人再焊接;也可以是同时运动,即变位机一边变位,机器人一边焊接,也就是常说的变位机与机器人协调运动。这时变位机的运动及机器人的运动复合,使焊枪相对于工件的运动既能满足焊缝轨迹又能满足焊接速度及焊枪姿态的要求。实际上这时变位机的轴已成为机器人的组成部分,这种焊接机器人系统可以多达7-20个轴,或更多。***的机器人控制柜可以是两台机器人的组合作12个轴协调运动。其中一台是焊接机器人、另一台是搬运机器人作变位机用。对焊接机器人工作站进一步细分,可得以下四种:箱体焊接机器人工作站是专门针对箱柜行业中,生产量大,焊接质量及尺寸要求高的箱体焊接开发的机...
- 上海非标伺服电动缸检修 2024-05-24
- 安徽生产伺服电动缸定制 2024-05-24
- 北京伺服电动缸北京 2024-05-09
- 河北维修伺服电动缸组合 2024-04-26
- 重庆直销伺服电动缸市场 2024-04-26
- 广西维修伺服电动缸多少钱 2024-04-26
- 河南替代液压伺服电动缸组合 2024-04-16
- 湖北先进伺服电动缸报价 2024-04-08
- 天津技术伺服电动缸定制 2024-04-08
- 广东开发伺服电动缸厂家供应 2024-04-08



- 河北技术伺服电动缸报价 2024-04-08
- 上海技术伺服电动缸平台 2024-04-08
- 山西非标伺服电动缸维修 2024-04-06
- 广西开发伺服电动缸平台 2024-04-06
- 浙江非标伺服电动缸设备制造 2024-04-06
- 上海开发伺服电动缸定制 2024-04-06


- 安徽生产伺服电动缸定制 05-24
- 江苏定制多自由度平台设备制造 05-24
- 重庆工业多自由度平台厂家供应 05-24
- 贵州工程多自由度平台检修 05-24
- 宁波工业多自由度平台厂家报价 05-22
- 山东多自由度平台维修 05-22
- 四川替代液压多自由度平台维修 05-22
- 湖南比较好的多自由度平台 05-22
- 苏州工程多自由度平台按需定制 05-22
- 广州工程多自由度平台 05-22