
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 基材
- 不锈钢
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
- 重复定位精度
- 2.5微米
- 夹持力
- 40kN
- 使用寿命
- 100万次
- 驱动方式
- 气动
零点定位系统的作用:1、传统的夹持技术始终不能放弃,但此类夹具较明显的缺点是设备在换装时耗时巨大。因此可以考虑采用零点夹持系统。它不是传统夹持方法的替代方案,而是对传统夹持技术的一种有效补充。2、设备操作人员可以由此得到一种简化的缩短繁琐的清洁、测量、校准和夹持等工作流程的手段。设备的工作台配备有一个标准接口,可以实现对中、矫直和夹持。由此可以消除大的故障源。3、无论是托盘、夹具、虎钳,还是工件,采用本系统并确定零点。可以实现快速的换装,并达到s0.005mm的精度。若多套设备工作台均采用贯通式卡盘,则工装夹具可更灵活地应用在生产设备上。采用零点定位系统加工,减少了多次重复定位误差。ZERO CLAMP零点定位报价
零点定位
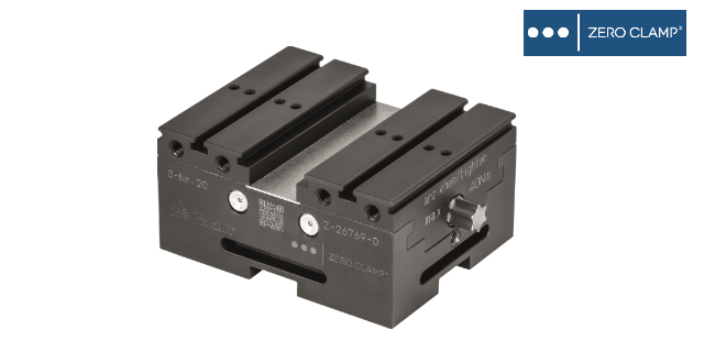
零点定位器,定位时只能从工件的上面或者是侧面进行定位而改用摆动销。方式一,定位销自动摆动到位,打开时自动打开,设计时要注意定位销工作面要与转动点处于一条直线。方式二,定位销手动摆动到位定位工件,设计时要注意定位销工作面要与转动点处于一条直线。关于圆销和菱形销的方向一个工件在定位的时候一般都会有两个定位销孔,一个圆销一个菱形销,一般情况下,这两个定位销的连线和车系基本是在一条直线上的,零点定位器具有夹紧力和拉紧力高等优点。通过液压解锁,通过机械自锁结构锁紧,锁紧时可随时切断压力预案,具有自动除屑和间隙感应功能。气动零点定位托板研发Zero Clamp零点定位系统可以应对一些重载工件的加工。

目前市面上主流的零点定位系统原理有钢球锁紧+钢球定位、卡舌锁紧+短锥定位、夹套锁紧+夹套定位、弹簧片锁紧+短锥定位等几种。不同类型的定位销的组合使用,可以补偿定位销和零点定位器件的位置公差。离线装夹,在传统的加工方式中,零件的更换需要在线装夹,且需要进行调整和检车程序,一套工作下来较为费时。而使用零点定位系统,可在机外进行预先装夹,待零件加工结束后,直接进行“整体式”的数秒换装,减少90%的停机时间。夹紧力,夹紧力描述的是锁紧销被拉入零点定位器中被滚珠夹紧时受到的力。拉紧力则是锁紧销的较大允许拉力。高精密滚珠保证了更有效的力传递。重复定位精度,重复定位精度指的是工件上几率的参考点在工件从夹具上移开,再重复装夹后,同一工件上这个参考点位置变动的公差范围,零点定位系统装夹的重复定位精度一般小于0.005mm。
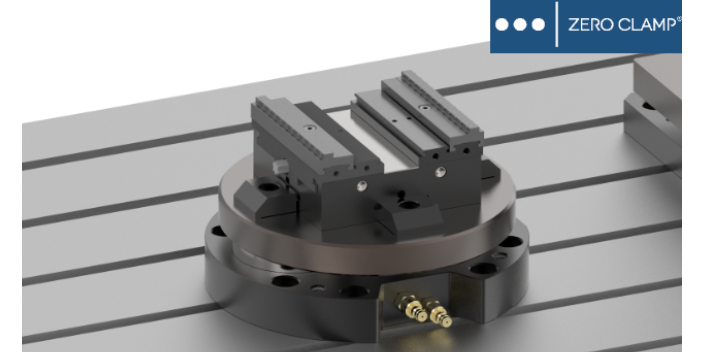
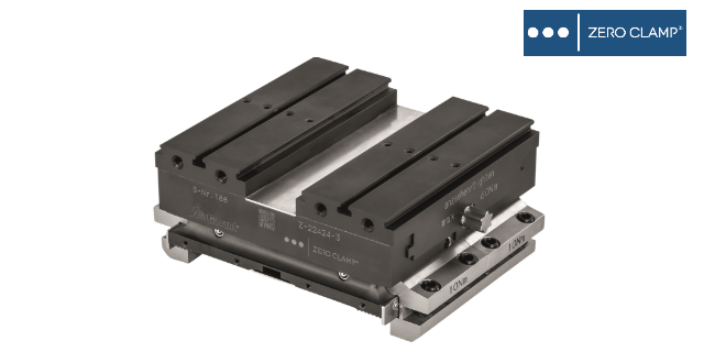
零点定位系统的制作方案:随行托板-夹具方案 随行托板-夹具是一类在自动线和柔性制造系统中使用的夹具。它既要完成工件的定位和夹紧,又要作为运载工具将工件在机床间进行传送。传送到下一道工序的机床后,应能在机床上准确的定位和可靠的夹紧。一条生产线上有许多随行夹具,每个随行夹具随着工件经历生产线的全过程,然后卸下已加工的工件,装上新的待加工工件,循环使用。由于在柔性加工线中工件直接由机械手上下机床的夹具进行装卡,所以当机床安装的夹具不能满足工件变化的装夹要求时,需手动调换不同零件的托板(带夹具),即零件不同随行托板-夹具也各不相同。 以往的随行托板-夹具形式是属于特殊夹具的范畴。零件安装在随行托板上,零件的输送以及定位夹紧都通过托板完成。随行托板既是夹具又是输送媒介,尺寸一般都大于零件本身;为了保证在切削时具有良好的刚性,一般选用钢作为夹具材料,质量甚至比零件本身还重。采用零点定位系统加工辅助时间极大缩短,制造效率提升;
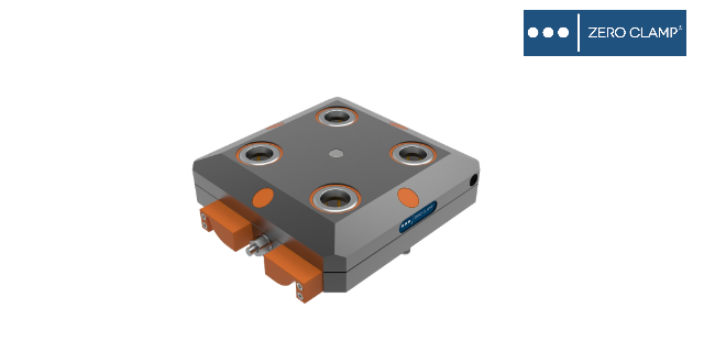
零点定位技术优势:①把机床内的装夹动作(比如打表、校中心、锁紧、清洁等动作)换到机床外做,零点定位系统是一个快速定位、快速夹紧、定位和夹紧同时进行的装置,所以它可以让机床不停的运转加工,减少至少90%的停机时间。②零点定位系统它不单是定位和夹紧的装置,而且主要的是可以把不同的零件、不同的机床甚至不同的工位建立统一的标准接口,形成一个半柔性化的生产。③可实现夹具的模块化和标准化,节约夹具成本。零点定位系统可应用于车、铣、磨、电火花、线切割和测量,由于在多工序的周转中其定位零点不变,大幅度节省了辅助时间,是未来加工制造业发展的方向。ZEROCLAMP零点定位系统主要由卡盘与托盘两部分构成。上海气动零点定位系统销售
零点定位系统的工作原理是利用零点定位销将不同类型产品或不同工序坐标系统一为的坐标系。ZERO CLAMP零点定位报价
工件安装零点定位系统应遵循哪些原则?1、工件零点应选在零件图的设计基准上。2、工件零点应尽量选在精度较高的表面。3、对于几何元素对称的零件,工件零点应设在对称中心上。4、对于一般零件,工件零点设在工件外轮廓的某一个角上。5、Z轴方向.上的零件-般设在工件的上表面或下表面。零点定位快换设计原理是基于一面两销的过定位原理。其优势是把高精度定位和可靠夹紧高效集成。简单地说,就是工序与工序之间,机床与机床之间建立一个标准的接口。它可使工件在生产线上一次装卡完成后,再进行多工序加工,而无需再考虑其定位问题。ZERO CLAMP零点定位报价

通过零点定位系统的使用可以大幅度提高我们的生产效率,同时我们通过在整个工厂建立以零点定位系统主的夹具体系,我们可以大幅度提高我们产品加工的柔性外,我们可以实现产品在各工序之间的无精度或高精度的切换,从而实现普通机床组合,实现五轴机或者多轴机床的功能,降低投资成本。通过高精度零点定位的工序切换,实现高精度产品复杂加工!零点定位是解决整厂柔性的重要手段!零点定位是解决简单设备实现复杂加工的手段!零点定位是解决单机多品种高效加工的手段!零点定位是解决单件生产模式自动化加工的重要手段!生产线上面通过零点定位系统应用,可以大幅度提高设备的生产效率和减少辅助时间,提高设备切屑时间。模块化零点定位卡盘哪里买...
- 多点零点定位夹具市场价 2024-03-18
- 高精度零点定位器厂家直销 2024-03-18
- 零点定位托板原理 2024-03-18
- 江苏强力零点定位拉钉市场报价 2024-03-18
- 组合零点定位子板价格表 2024-03-17
- 气动零点定位夹具代理商 2024-03-17
- 高精密零点定位托板研发 2024-03-17
- 零点零点定位托盘市场价 2024-03-17
- 模块化零点定位拉钉 2024-03-17
- 高夹持力零点定位托板设计 2024-03-16




- ZERO CLAMP零点定位报价 2024-03-16
- ZERO CLAMP零点定位托盘经销商 2024-03-16
- 非自锁零点定位基座哪里买 2024-03-16
- 自动零点定位代理商 2024-03-16
- 自动零点定位器服务 2024-03-16
- 浙江高精度零点定位托盘厂家供应 2024-03-15


- 长沙常见定心虎钳哪家靠谱 03-19
- 西安大型定心虎钳哪家靠谱 03-19
- 上海强力定心虎钳研发 03-19
- 高精度五轴虎钳现价 03-19
- 西安五轴定心虎钳设计 03-19
- 模块化零点定位卡盘哪里买 03-18
- 上海高刚性定心虎钳设计 03-18
- 江苏强力定心虎钳原理 03-18
- 多点零点定位夹具市场价 03-18
- 高精度零点定位器厂家直销 03-18