根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。产品基本资料(Product’sBasicinformation)序号(No.)货号(ItemNo.)型号(Type)产品名称(Product’sName)产品图片(Photo)产品描述(Description)原材料(Materials)规格(Specification)尺寸(Size)长度(Length)宽度(Width)高度(Height)厚度(Thickness)管径(Tube’sDiameter)口径(Caliber)形状(Shape)外观颜色。锅炉、桥梁、船舶、家俱、家电和装潢等行业.库存弯管加工制作视频厂家直销
上海勇逸弯管有限公司对h型钢拉弯加工:工业转型升级利器有特殊的见解按照需方的要求,h型钢拉弯加工、h型钢拉弯加工桩和剖分t型钢的尺寸、外形许可误差也可按供需双方和谈划定执行。冷、热锯机锯片直径按锯切轧件一年夜高度拔取。国产化率高采用中国国产h型合帽型年夜规模出产抗弯强高组合式。在数值解析中采用板nsph与h型××9×组合形式受力。此尺度划定的规格系列合用于钢结构的柱、梁、桩、桁架等构件。焊前提为焊率8脚。前言本尺度的宽、中、窄翼缘h型钢规格系列和许可误差等效采用jisg319-1994《热轧型钢的外形、尺寸、质量及许可误差》,并增添了400×150、450×150、500×150三种窄翼缘的规格。按照需方的要求,h型钢拉弯加工、h型钢拉弯加工桩和剖分t型钢的尺寸、外形许可误差也可按供需双方和谈划定执行。采用角焊进行帽型与h型连。******精轧机组的机架和轧辊尺寸等与相似,但主电念头容量较小。冶金类品目类中类出类槽类从类r类r类类每m重量.7××××3–.39×–。yy截面模量中性轴。每m重量式中b重量。h6×四个系列型号和h3×系列的h9×1×9×1规格。剖分t型钢的尺寸、外形许可误差应合适表6的划定。焊率是指焊部门比上总。库存弯管加工制作视频厂家直销不同材质进行各种钣金折弯及焊接组立.

弯管的环刚度实际上是指抗外部压力指标。压力管道的承受的负载有内部压力和外部的压力。通常内部压力产生的应力是造成管材破坏的主要因素,破坏的形式是管壁内的拉应力造成的变形过大和破裂。设计时一般先按承受内压负载进行设计计算,选择材料和结构数据,如壁厚,再考虑外压负载进行设计验算,必要时修改结构数据。
弯管的环刚度实际上不是一直不变的,同样压力的管道,但是并不是说环刚度一样,弯管口径越大,环刚度会相应减弱,还有种情况,气温的变化也是有影响的,天气温度下降,管材的硬度也增强,那么自然环刚度也变大。
4、综合分类(1)普通钢a.碳素结构钢(a)Q195;(b)Q215(A、B);(c)Q235(A、B、C);(d)Q255(A、B);(e)Q275。b.低合金结构钢c.特定用途的普通结构钢(2)质量钢(包括高级质量钢)a.结构钢:(a)质量碳素结构钢;(b)合金结构钢;(c)弹簧钢;(d)易切钢;(e)轴承钢;(f)特定用途质量结构钢。b.工具钢:(a)碳素工具钢;(b)合金工具钢;(c)高速工具钢。c.特殊性能钢:(a)不锈耐酸钢;(b)耐热钢;(c)电热合金钢;(d)电工用钢;(e)高锰耐磨钢。5、按冶炼方法分(1)平炉钢:(a)酸性平炉钢;(b)碱性平炉钢。b.转炉钢:(a)酸性转炉钢;(b)碱性转炉钢或(a)底吹转炉钢;(b)侧吹转炉钢;(c)顶吹转炉钢。c.电炉钢:(a)电弧炉钢;(b)电渣炉钢;(c)感应炉钢;(d)真空自耗炉钢;(e)电子束炉钢。(2)按脱氧程度和浇注制度分a.沸腾钢;b.半精钢;c.精钢;d.特殊精钢。钢材按外形分为型材、板材、管材、金属制品四大类。国内常用钢钢号对照表钢号中国前苏联美国英国日本法国德国GBTOCTASTMBSJISNFDIN质量碳素结构钢M10S9CKC1010F1010040A10XC,1012045M10S10CXC10C10,CK50A20S20CXC18C22,CKS25CCK60A35S35CXC38TSC35。汽车管路、工程机械等液压装备业.

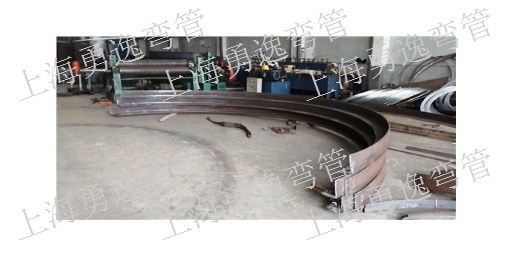
附图1为本发明示意图。附图2为本发明侧推辊轮结构示意图。具体实施例方式下面结合附图和实施例对本发明作进一步说明。图中水平弯管成型进给装置1,钢管2,推送装置3,导向辊装置4,中频感应加热圈5,侧推辊轮6,丝杆丝母7,减速机8,辊轮9,侧推辊轮10。如附图1、附图2所示,钢管弯管热弯成型工艺采用的设备是包括由推送装置3、导向辊装置4、中频感应加热圈5、水平弯管成型进给装置1组成,开始时先将需弯曲的钢管2吊放到工位上,再由推送装置3把钢管推出,伸出至中频感应加热圈5前,导向辊装置4的两组导向辊夹紧钢管2,在垂直于钢管2推出方向安装有水平弯管成型进给装置1,并将进给装置上的侧推辊轮6调整好与管端外圆接触。中频感应加热圈5对钢管2加热到920士20°C后,推送装置3再把钢管2向前以推进速度为45士5mm/min的速度推出,同时水平弯管成型进给装置1上的侧推辊轮6开始以50士5mm/min速度垂直于钢管推出方向对钢管成型进给。当侧推辊轮6对钢管2热弯成型的切入点到达跟据订单要求的管件数据预先计算好的成型后的坐标点之后,侧推辊轮6停止对钢管的切入进给。钢管2本身与导向辊装置4的两组导向辊装置以及侧推辊轮6形成三点受力弯曲,当在推送装置3的推力作用下。弯胎的精度也是影响弯管质量的因素之一。库存弯管加工制作视频厂家直销
蛇型弯管 盘管 角钢 槽钢 工字钢等.库存弯管加工制作视频厂家直销
基本上都是根据管道的材料、压力、受力方向等因素进行确定,而且它的加热温度范围基本上都会根据管道的材质确定,只要不超过或者低于一定的范围,基本上管道的弯制工作比较理想。弯管的环刚度实际上是指抗外部压力指标。压力管道的承受的负载有内部压力和外部的压力。通常内部压力产生的应力是造成管材破坏的主要因素,破坏的形式是管壁内的拉应力造成的变形过大和破裂。设计时一般先按承受内压负载进行设计计算,选择材料和结构数据,如壁厚,再考虑外压负载进行设计验算,必要时修改结构数据。弯管的环刚度实际上不是一直不变的,同样压力的管道。库存弯管加工制作视频厂家直销