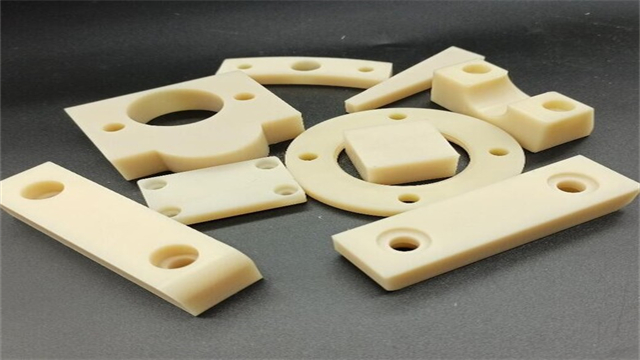
高分子异形件的形状多种多样,常见的有以下几种: 轴套类:通常为空心圆柱状,中间有轴孔,用于套在轴上,起到支撑、定位和减少摩擦的作用。其外形可能是光滑的圆柱,也可能在表面有一些凸起、凹槽或螺纹等结构,以满足不同的装配和使用要求。 齿轮类:具有齿形结构,一般为圆形,根据不同的传动需求,有直齿、斜齿、人字齿等多种齿形,齿的大小、模数、压力角等参数各不相同。此外,齿轮的轮毂部分可能有各种形状的孔或键槽,用于与轴连接。 滑块类:形状多为长方体或立方体,有的滑块表面可能有燕尾槽、T 形槽或其他形状的滑槽,用于在直线导轨或其他轨道上滑动,实现精确的直线运动。有些滑块还可能带有安装孔或螺纹孔,方便与其他部件连接。 异形结构件:这类形状较为复杂,根据具体的使用场景和功能需求设计成各种独特的形状。例如,在汽车发动机进气歧管中,高分子异形件的形状通常是根据发动机舱内的空间布局以及气流流动的要求,设计成具有多个分支和弯曲通道的结构,以实现均匀分配进气的功能。再如,一些用于电子设备内部的高分子异形件,可能会根据电路板的形状、散热需求以及零部件的装配关系,设计成带有各种凸台、凹槽、定位柱等特征的不规则形状。高分子异形件价格按重量、加工难度计算,类型多样,如汽车用、电子用型号 。湖南高分子异形件供应商

原材料的特性如收缩率、吸湿率、热稳定性、流动性以及添加剂的使用等,都会对高分子异形件的变形产生影响,具体如下: 收缩率 影响机制:尼龙在成型过程中会发生收缩,不同品种和型号的尼龙收缩率有所差异。收缩率大的尼龙材料,在冷却固化时体积变化大,容易产生内应力,从而导致异形件出现收缩变形。 应对措施:在模具设计时,需根据尼龙材料的收缩率来合理设计型腔尺寸,进行必要的尺寸补偿。对于收缩率较大的尼龙,可适当加大模具尺寸,以保证成型后的异形件尺寸符合要求。贵州高分子异形件市场报价该部件凭借尼龙的特性,制成多种异形状态,在工业生产中不可或缺。

生产工艺因素 加工方式:注塑成型适合大规模生产,生产效率高,单件成本较低,但模具成本高;对于小批量、复杂形状的高分子异形件,采用手工成型或简单的模压成型,虽模具成本低,但生产效率低,人工成本高,单件成本可能较高。 工艺复杂程度:复杂的生产工艺,如需要多步成型、特殊的表面处理等,会增加生产时间和成本。例如,对高分子异形件进行高精度的加工,或要求特殊的表面光洁度,需要更先进的设备和更熟练的工人,成本也会相应增加。 生产规模:大规模生产可利用规模效应降低成本。生产数量越多,单位产品分摊的固定成本(如设备折旧、模具成本等)越低。小批量生产时,固定成本分摊到每个产品上的份额较大,导致产品成本较高。
高分子异形件的外观质量受多种因素影响,包括原材料特性、生产设备与工艺参数以及模具设计与制造等,以下是具体介绍: 原材料因素 材料纯度:纯度高的尼龙原料杂质少,生产出的异形件外观更光滑、色泽更均匀。若原料中含有杂质,可能会在制品表面形成斑点、颗粒等缺陷。 颜色稳定性:不同批次的尼龙原料如果颜色差异大,会导致生产出的异形件颜色不一致。即使是同一批次的原料,在不同的加工条件下,其颜色也可能会发生变化。例如,高温加工可能使尼龙原料变黄,影响外观质量。 添加剂的影响:为改善尼龙的性能,常添加一些添加剂,如增塑剂、润滑剂、抗氧化剂等。添加剂的种类和用量会影响异形件的外观。若润滑剂用量过多,可能会在制品表面形成油斑;而抗氧化剂选择不当,可能会与尼龙发生反应,导致制品表面出现变色等现象。异形件按型号可分常规与特殊定制,价格因类型和制作复杂程度而不同 。

参考经验数据在实际生产中,对于一些常见的尼龙材料和成型工艺,行业内可能有一些经验数据可供参考。例如,一般尼龙6的收缩率在1.5%-2.2%左右,尼龙66的收缩率在1.2%-1.8%左右,但这些数据只为大致范围,实际收缩率可能会因材料的具体型号、添加剂的使用、成型工艺参数等因素而有所不同。参考同类型产品的生产经验也是一种方法。如果已经有类似尼龙制品的生产案例,可以参考其实际的收缩率数据,并结合当前产品的特点和工艺差异进行适当调整。确定不同类型尼龙材料收缩率时,要综合考虑多种因素,并尽可能通过实验测量来获得准确的数据,以确保在产品设计和生产过程中能够合理地控制尺寸精度。它用尼龙材料经复杂工艺打造异形,在各领域为设备运行提供保障。枣庄高分子异形件批量定制
它凭借尼龙特性具备强度高、耐磨等优势,依不同需求被塑造出多样独特外形。湖南高分子异形件供应商
料筒温度控制 选择合适的温度范围:不同类型的尼龙材料具有不同的熔点和加工温度范围。一般来说,常见尼龙 6 的料筒温度设定在 220 - 250℃,尼龙 66 的温度则在 260 - 290℃。在生产前,需根据尼龙材料的具体规格和特性,参考材料供应商提供的技术参数,确定合适的料筒温度范围。 分段设置温度:料筒通常分为多个加热段,从料斗端到喷嘴方向,温度应逐渐升高。这样可以使尼龙原料在料筒内逐步均匀受热,避免局部过热或过冷。例如,对于长径比较大的料筒,可将其分为 4 - 5 个加热段,每个加热段的温度递增 10 - 20℃,以确保原料在到达喷嘴前达到良好的熔融状态。 实时监测与调整:在生产过程中,使用热电偶等温度监测装置实时监测料筒各段的温度。一旦发现温度偏离设定值,及时通过加热或冷却系统进行调整。现代注塑机通常具备自动温度控制系统,可根据设定值自动调节加热功率,但仍需操作人员密切关注,防止出现温控系统故障导致温度失控的情况。湖南高分子异形件供应商