注塑成型:将尼龙原料与少量添加剂混合,直接添加到模具中进行注塑成型,无需造粒,产品成本低,可获得白色天然色产品,形状和尺寸稳定。 CNC 加工:对于一些精度要求高、形状复杂的高分子异形件,可采用 CNC 加工工艺,通过计算机控制机床对尼龙毛坯料进行切削、铣削、钻孔等加工操作,以达到所需的形状和尺寸。应用领域 工业领域:可用于制造漏斗、漏水箱、挡板、刮板输送机的滑板、跳汰机的筛板、浮选机的衬板等,还可作为大型滑块、矿车、翻斗车衬板等,广泛应用于冶金、煤炭、火力发电等行业。 机械领域:常用于制作涡轮、齿轮、轴承、叶轮、叶片、丝杆、高压垫圈、密封圈、螺母、螺丝等机械零件,可有效降低机械部件之间的摩擦和磨损,提高机械的使用寿命和运行效率。它凭借尼龙特性具备强度高、耐磨等优势,依不同需求被塑造出多样独特外形。江苏附近高分子异形件

加强原材料管理原料质量控制:严格筛选供应商,确保所采购的尼龙原料质量稳定、性能符合要求。对每批原料进行严格的检验,包括外观、分子量、熔点、密度等指标的检测,防止不合格原料进入生产环节。原料预处理:尼龙原料在成型前通常需要进行干燥处理,以去除水分。水分含量过高会导致尼龙在注塑过程中发生水解反应,影响产品质量。采用高效的干燥设备,根据原料的特性和生产环境,确定合理的干燥温度和时间,确保原料达到较好的干燥状态。济南高分子异形件按需定制常见型号涵盖定制与标准,类型有齿轮、结构件,价格受尺寸大小、工艺复杂程度影响。

生产工艺因素 加工方式:注塑成型适合大规模生产,生产效率高,单件成本较低,但模具成本高;对于小批量、复杂形状的高分子异形件,采用手工成型或简单的模压成型,虽模具成本低,但生产效率低,人工成本高,单件成本可能较高。 工艺复杂程度:复杂的生产工艺,如需要多步成型、特殊的表面处理等,会增加生产时间和成本。例如,对高分子异形件进行高精度的加工,或要求特殊的表面光洁度,需要更先进的设备和更熟练的工人,成本也会相应增加。 生产规模:大规模生产可利用规模效应降低成本。生产数量越多,单位产品分摊的固定成本(如设备折旧、模具成本等)越低。小批量生产时,固定成本分摊到每个产品上的份额较大,导致产品成本较高。
挤出成型 优点:对于连续生产的高分子异形件,如管材、型材等,挤出成型是一种理想的工艺。它可以通过精确控制挤出机的温度、螺杆转速和牵引速度等参数,使尼龙材料在挤出过程中得到充分的塑化和均匀的分布,从而提高制品的密度和力学性能,进而改善耐老化性能。此外,挤出成型后的制品表面光滑,有利于减少外界物质在表面的附着和侵蚀,对耐老化性能也有一定的帮助。 缺点:挤出成型的适用范围相对较窄,主要用于生产具有一定截面形状和长度的连续制品。对于一些形状复杂、尺寸多变的高分子异形件,挤出成型可能无法满足要求。而且,在挤出过程中,如果对温度和压力控制不当,容易导致尼龙材料的降解,影响耐老化性能。其价格受多种因素影响,类型涵盖滑块类、结构件类,不同型号适配不同场景 。

基础树脂差异不同厂家使用的尼龙基础树脂在聚合度、分子量分布等方面可能存在差异。一般来说,聚合度高、分子量大的尼龙树脂,分子链间的相互作用力较强,冷却时分子链的回缩程度相对较小,收缩率可能会偏低。例如,采用先进聚合工艺生产的尼龙6树脂,其分子量分布较窄,生产出的尼龙6材料收缩率可能比普通工艺生产的产品更稳定且略低。添加剂不同玻纤添加剂:添加玻璃纤维可以明显降低尼龙材料的收缩率。不同厂家使用的玻纤在含量、长度、直径、表面处理等方面可能不同。例如,同样是30%玻纤增强的尼龙6,使用长玻纤增强的厂家,其产品在流动方向和垂直流动方向的收缩率可能比使用短玻纤的厂家更低,尺寸稳定性更好。其他添加剂:一些厂家可能会添加润滑剂、稳定剂、增塑剂等其他添加剂。润滑剂可能会降低分子链间的摩擦力,使分子链在冷却时更容易移动,从而导致收缩率增大;而稳定剂可以提高材料在加工过程中的稳定性,有助于减小收缩率的波动。高分子异形件由尼龙材料制成,经特殊工艺加工成非规则形状,在多领域承担关键功能。景德镇高分子异形件供应商
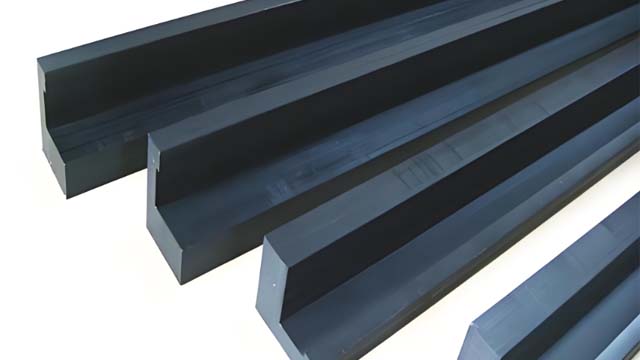
高分子异形件价格依尺寸、工艺、材料等级而定,常见型号有轴套类、齿轮类等 。江苏附近高分子异形件
优化模具设计 合理设计冷却系统:冷却通道的布局应根据异形件的形状、壁厚分布进行优化,使模具各部位冷却均匀。例如,对于壁厚不均匀的高分子异形件,在厚壁部位应增加冷却管道的数量或增大冷却管道的直径,以加快厚壁部位的冷却速度,减少因冷却不均导致的翘曲变形。 采用平衡式流道:流道设计应保证尼龙熔体在模具内均匀流动,避免出现流动不平衡现象。平衡式流道可以使熔体同时充满各个型腔,减少因充模时间不同而产生的内应力,从而降低翘曲变形的可能性。 设置合理的脱模机构:脱模机构的设计要确保异形件在脱模过程中受力均匀,避免因脱模力过大或不均匀导致异形件变形。例如,采用多个均匀分布的顶针进行脱模,顶针的直径和长度应根据异形件的结构和尺寸进行合理选择,以保证顶出时能提供足够且均匀的力。江苏附近高分子异形件