- 品牌
- 上海爱佳工厂规划&物流咨询
- 服务项目
- 智能工厂规划&物流设计咨询
- 服务地区
- 全国
- 适用对象
- 各类制造业企业和物流相关企业
- 提供发票
- 是
- 营业执照
- 是
- 专业资格证
- 是
- 参数模板
- 1
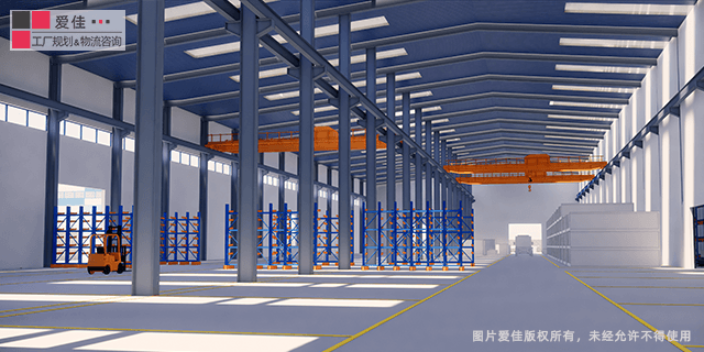
智能工厂规划咨询分享:自动化规划。在智能化工厂规划中,三大主要规划内容分别是生产自动化规划、物流自动化规划和现场总线规划。生产自动化规划主要体现在自动化生产线的设计,通过自动化输送机其他辅助装置,按照生产流程将各种自动化专机连成一体,通过气压、液压、电机、传感器、摄像头和控制系统使各部分的动作联动起来,使整个系统按照既定的程序自动工作,连续、稳定的生产出合格的产品。物流自动化规划是指在不同工序间的物料搬运模式,配送模式、存储模式、上下料实现方式和物流调度策略等。通过布局规划,识别不同工序间的物流需求,评估经济、安全、先进性、迭代等因素,选取适合的物流技术方案,将各工序和功能区进行串联。现场总线规划要保证系统运行的可靠性、实时性、多任务和多回路分布特性。需要考虑网络节点数量、节点的位置分布、总线速率和传输能力。现场总线是连接信息层和设备层的关键技术,是智能生产、智能物流、智能服务等业务得以实现的关键所在,也是互联网技术和制造技术相互融合的关键所在。了解更多,请搜索“上海爱佳智能工厂规划咨询”。建设新工厂,客户首先将对地块评估、厂区总平设计与报建等前期需求。爱佳会同客户共同完成这些跨专业工作。新工厂物流设计咨询步骤
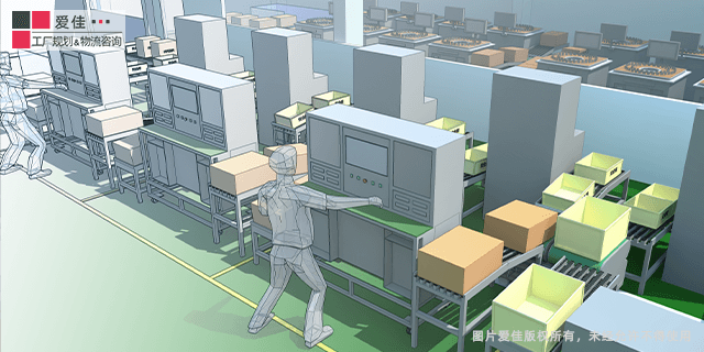
工厂物流规划咨询分享:精益物流规划流程。精益物流规划大体分为确定前提和目标、现状分析、功能定义和流程设计、总体价值流设计、流程价值流设计、布局规划、多方案制定、评价和确定方案、详细计划等步骤。确定前提和目标中考虑了对规划效果的衡量指标,以便在方案选择和效果评价中作为参考;在进行规划前,以企业远景等重要信息作为基础,远景通常包括目标、路线图、价值流设计和布局图,以确保物流规划与企业远景相一致;对于现已存在的系统,先进行现状分析,主要包括价值流分析、对物流线路和频次的Spaghetti diagram分析,针对物流量的Sankey diagram分析;确定所需满足的功能,并对主要的流程进行设计;进行总体价值流设计,在设计前,准备PFEP,用以确定物流量和库存水平;基于初步的存储设施和运输物流的概念来进行流程的价值流设计;计算各区域所需的面积;以流动为导向的布局;针对路线、布局、设备等主要差异点设计形成多个粗略方案;进行评价确定****方案;进行详细规划。在方案制定以及方案评价中,我们会建立模型,这方面容易建立与实际严重不符的模型。模型必须要忠实地反映物流的实际情况,否则就会得到一些虽然有根据但其实不合理的数据,影响方案的制定。新工厂设计咨询推荐上海爱佳规划咨询,提供从园区规划、建筑规划、车间规划、工位规划到信息化设计的整套工厂规划方案。
工厂物流规划咨询分享:工厂入厂物流模式。入场物流模式有MILK-RUN、供应商JIT直送、供应商JIS直送、供应商自送货等几种方式,其中,MILK-RUN是指制造企业委托三方物流企业在按照企业发布的窗口时间集货计划以及既定的集货路线依次到各供应商处取货然后将货物统一运送到指定存储地点的入厂物流模式。这种模式在中短距离的物流配送中较为普遍。供应商JIT直送是指供应商根据制造工厂发出的看板时间提前备零部件好材料,并将其送至指定地点的入厂物流模式,这种入场物流模式需要供应商有着较强的相应能力。供应商JIS直送是指供应商根据制造工厂发出的零部件使用顺序信息在规定时间内将零部件排序好后自行送至指定地点的模式,采取这一入场物流方式,需要供应商积极响应工厂的需求,距离不宜超过两千米。供应商自送适用于地理分布不集中且离制造工厂较远的供应商。了解更多,请搜索“上海爱佳工厂物流规划咨询”。
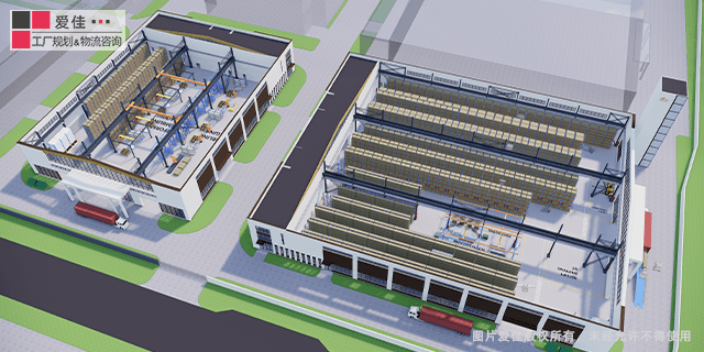
工厂物流规划咨询分享:以流动为导向的布局原则。1)现场组织:按产品或其他重要特性来进行布局,缩短移动;避免使用大功能的共用设备;收发货区域尽可能靠近生产区域;把物料供应活动与生产活动分离;现场管理应负责整个价值流。2)物流:考虑直送到线,取消进厂检验,实现少的操作步骤、短的移动距离;使用循环送料,物料按固定的周期时间、路线进行高频次的送料,减少送货批量,少化线边库存;流程间保证先进先出,如无法做到,应考虑建立超市来管理库存,明确上下限;为每零件定义标准数量;通过避免重包、减少存储点来降低库存成本;减少不必要的清洗;优化物流线路和布局缩短运输距离。3)布局和工厂规划:定义物流流动的方向,避免线路交叉;根据产品和运输量来规划;避免使用集中式的仓库,考虑在生产区域建立收发货区域;规划补料路线,补料应从产线外侧,避免影响员工操作;体积过大的零件应直送工位;尽量降低对环境的特殊要求。4)操作区域对物流操作来说主要有装卸货、重包、拆包、拣选、系统操作等。要考虑送料的路线;尽量减低每次运送的批量;余料尽量少,并就地存储;5)设施减少共用设备,各区域尽量使用小型的专机设备,以避免额外的等待以及运输。上海爱佳以智能精益物流为牵引,串联从园区规划、车间规划、功能区规划到工位规划的整个系统化设计过程。
工厂物流规划咨询分享:Milk Run。一般而言,“循环取料”在汽车物流领域中常被称为“Milk Rim”,即配送车辆在规定的时间段按照规定的路线配送给每一条产线所需的物料,同时收取生产完成的产品。起初,“Milk Run”模式被用作运输牛奶,在英国北部,卡车司机把盛有牛奶的瓶子根据前期设定路线挨家挨户配送,并收回空瓶。后来,汽车物流领域引进该模式,成功实现同一辆卡车对不同供应商配送货物的运输方式。循环取料为拉动式取料,通过一定的循环节奏确保能够连续运输线边零部件。采用循环取料模式实际上是为了应对当前汽车制造企业在生产过程中对零部件准时与灵活供应的愈发迫切的要求。因为在实际生产过程中首先要率先确保通过Milk Run运输模式能够及时将货物配送至规定地点,避免发生缺料停线事件。在此背景下,要想兼顾好零部件库存成本与运输费用,有效的运输方式就是循环取料,即Milk Run。循环取料模式逐渐得到大部分企业的认可,并且开始使用。开展Milk Run的理念首先要确定需要循环取料的物料,并计算好物料安全库存量、循环配送的周期和每次配送的数量,以保证不会出现缺料停线或物料数量过多造成浪费。了解更多,请搜索“上海爱佳工厂物流规划咨询”。上海爱佳团队通过逻辑仿真算法和参数化建模,在工厂规划项目中采用孪生模型,进行方案的演示、评估和验证。智慧工厂物流设计咨询价格
搜索“上海爱佳工厂规划咨询”,进入爱佳官网,了解更多爱佳服务信息和案例分享。新工厂物流设计咨询步骤
工厂布局规划咨询分享:生产线布局精益原则参考。根据精益生产理念,设计布局生产线应把握好以下原则:(1)物流原则。物料流动要求物流强度小、路线总距离短,通过压缩物流工作量来实现资源的节约,为避免原料或半成品额外移动,需要严格参照既定设计布局操作人员与机器设备。如果对维修或生产影响较小的前提下则优先靠近布置机器设备,不仅能够将空间利用率提高还能对因搬运物料而产生的浪费降低。(2)特殊位置原则。在生产线布局方面,要对特殊设备进行充分考虑,并对其合理布局。同时,在初期设计时,就要按照生产线柔性设计要求,以应对产品变化。(3)紧凑原则。按照生产要求对可利用空间进行合理布局,尤其是要把三维空间利用率提高,进一步减少空间浪费。为提高空间利用率和操作便利性,在确保作业正常的前提下,布局生产线时要尽可能地将机器设备间距缩短。(4)共用原则。当机器设备造价高时,可让多个生产单元共用一台机器设备,既能够提供机器利用率,又实现了生产空间和成本的压缩。产线还应当根据产品特点,来设计规划出真正适合企业实际情况的生产线布局,通过精益生产实现企业产品质量和产量、利润及生产效率的提升,同时使生产成本得到降低。了解更多,请搜索“上海爱佳工厂规划咨询”。新工厂物流设计咨询步骤
上海爱佳工厂规划&物流咨询是中国率先的、中立的、专注于工厂与配送中心设计规划咨询的专业团队。爱佳致力于中国专业化的智能工厂规划与物流咨询事业,提供智能工厂布局与物流规划、物流配送中心设计规划、供应链与物流网络规划三项专业服务。爱佳顾问团队由多名从事工厂规划物流领域30余年、实战咨询经验10余年的**组成。经过20多年的项目实践,爱佳团队在智能工厂规划、工厂物流系统规划、物流设施设备、流程管理、自动化设计、信息化等方面积累了丰富的实战经验。近20年中,为众多大型企业长期提供规划和物流咨询服务,承接了大量新工厂规划与复杂生产物流设计项目。典型案例:美的集团/上汽集团/格兰仕/飞鹤乳业/海尔集团/国家电网/太平鸟等/中国常柴/德力西/传化物流/上海医药等。为确保向客户提供专业可信的服务,爱佳不参加任何联盟,不与任何硬件与软件公司缔结合作关系,不从事任何影响到客观公正性的商业活动。爱佳团队依靠行业经验和智力,以纯粹的规划设计来开展所有项目工作。
- 四川生产工厂物流规划咨询项目 2025-03-01
- 智能工厂规划咨询项目 2025-03-01
- 车间工厂布局规划咨询优势 2025-03-01
- 新建工厂规划咨询团队 2023-10-17
- 智慧工厂布局设计咨询品牌 2023-10-16
- 新工厂设计咨询方案 2023-10-16
- 数字工厂规划咨询流程 2023-10-13
- 车间工厂设计咨询联系方式 2023-10-13
- 专业工厂物流设计咨询靠谱吗 2023-10-13
- 车间工厂物流设计咨询要点 2023-10-13
- 工厂设计咨询排行榜 2023-10-13
- 老工厂物流规划咨询顾问 2023-10-13