- 品牌
- 科瑞
- 型号
- SZKR
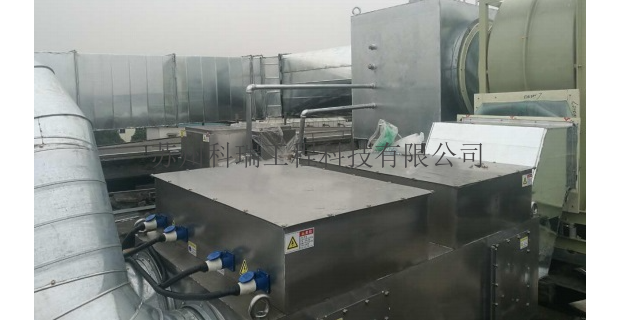
甲醇裂解制氢技术是基于化学反应原理实现氢能生产的重要方式。其**反应为甲醇(CH₃OH)在催化剂作用下,通过吸热反应裂解生成氢气(H₂)和一氧化碳(CO),化学方程式为CH₃OH→CO+2H₂。在实际生产中,反应温度通常在200-300℃,该温度区间既能保证反应速率,又可避免过高能耗。催化剂的选择至关重要,铜-锌-铝系催化剂因具有高活性、良好选择性和稳定性,成为工业生产中的常用选择。整个制氢流程包括甲醇气化、裂解反应、气体净化等环节。首先,液态甲醇经预热器加热汽化为甲醇蒸汽,随后进入裂解反应器,在催化剂表面发生裂解反应,生成含有氢气、一氧化碳及少量二氧化碳的裂解气。由于裂解气中杂质会影响氢气质量和后续应用,需通过变压吸附(PSA)、膜分离等净化技术去除杂质,**终得到高纯度氢气。该技术流程紧凑、反应条件温和,为氢气的生产提供了可靠途径,在中小规模制氢场景中展现出独特优势。 高温甲醇制氢催化剂通常可满足多种温度需求。浙江甲醇裂解制氢价格

科技公司]宣布其自主研发的废旧甲醇制氢催化剂回收技术已实现产业化应用,该技术成功了废旧催化剂中活性组分和载体材料分离回收的难题,回收率高达95%以上。该技术采用“高温焙烧-溶剂萃取-化学沉淀”联合工艺,首先通过高温焙烧去除催化剂表面的积碳和杂质,再利用自主研发的**溶剂选择性溶解活性组分,通过化学沉淀和煅烧工艺,实现活性组分的提纯和载体材料的再生。经处理后的活性组分可重新用于催化剂制备,再生载体材料可作为建筑材料或陶瓷原料。目前,该技术已在多家甲醇制氢企业推广应用,每年可处理废旧催化剂5000吨以上,不仅降低了企业生产成本,还减少了固体废弃物排放,为行业绿色循环发展提供了新路径。 安徽催化燃烧甲醇裂解制氢为了防范这些潜在的因素,因此需要安装氢气传感器,持续监测这些区域的气体浓度。
甲醇裂解制氢优势 - 成本方面:从成本角度来看,甲醇裂解制氢具有优势。甲醇来源广,价格相对稳定。它既可以从煤炭、天然气等资源制取,也可通过生物质转化获得。与其他一些制氢原料如天然气相比,甲醇在运输和储存上更为便捷,这降低了运输成本。而且,甲醇裂解制氢装置的投资相对较小,不需要大型复杂的基础设施建设。一套小型的甲醇裂解制氢设备,初期投资可能为同规模其他制氢设备的 60% - 70%。在运行过程中,其能耗相对较低,通过合理优化反应条件,可进一步降低成本,使得氢气产出成本在市场上具备较强的竞争力,为众多对氢气成本敏感的行业提供了经济的供氢方案。
实际生产中,原料甲醇的品质可能存在差异。苏州科瑞的催化剂具有***的适应性,无论是高纯度甲醇,还是含有一定杂质的工业级甲醇,都能有效催化裂解反应。其特殊的结构设计能够容纳并处理原料中的杂质,通过内部的活性调节机制,维持稳定的催化性能。这使得企业在选择原料时更加灵活,降低了对原料纯度的过度依赖,节约采购成本,同时保证制氢过程不受原料波动影响。对于一些对氢气需求较小、空间有限的应用场景,如分布式能源站、小型化工实验室等,苏州科瑞的甲醇裂解制氢催化剂发挥着重要作用。其催化性能允许在较小的反应装置内实现甲醇的裂解,产出满足需求的氢气。而且,由于反应条件温和,对设备体积和材质要求相对较低,有利于构建小型化、紧凑化的制氢装置,占地面积小,安装便捷,为这类小型用户提供了经济、灵活的氢气制备解决方案。 甲醇裂解制氢技术的环境友好性使其成为绿色能源的重要组成部分。

氢能源的制取方法多样,为其大规模应用提供了可能。其中,化石燃料重整制氢目前应用较为广。以天然气为例,通过蒸汽重整反应,在高温及催化剂作用下,甲烷与水蒸气反应生成氢气和一氧化碳。这种方法技术成熟、成本相对较低,但会产生一定的二氧化碳排放。而电解水制氢则具有更高的环保性。当电流通过水时,在电极处发生氧化还原反应,水分解为氢气和氧气。随着可再生能源发电成本的不断降低,利用太阳能、风能等清洁能源产生的电能进行电解水,可实现近乎零排放的氢气制取,为氢能源的可持续发展提供有力支撑。此外,生物制氢也在逐步发展,利用微生物在特定条件下分解有机物质产生氢气,虽然目前产量有限,但潜力巨大。甲醇裂解制氢找苏州科瑞工程。贵州新能源甲醇裂解制氢
高温重整制氢是一种常用的氢气生产方法,其原理主要涉及到两个步骤:重整反应和水气反应。浙江甲醇裂解制氢价格
甲醇裂解制氢设备面临两大挑战:原料成本占比高(甲醇占制氢成本70%以上)和基础设施不足(甲醇加注站普及度低)。解决方案包括:技术优化降低甲醇消耗,如通过催化剂升级和工艺改进提高转化率;商业模式创新,如中石油"氢醇同站"模式,利用交叉补贴使终端氢气价格降至35元/kg;政策推动,国家已出台加醇站建设补贴政策(比较高300万元/站),加速标准体系完善。未来,随着绿色甲醇认证体系建立和供应链完善,甲醇制氢将加速商业化进程,预计到2025年市场规模突破80亿元,年复合增长率达45%。浙江甲醇裂解制氢价格

科技公司]宣布其自主研发的废旧甲醇制氢催化剂回收技术已实现产业化应用,该技术成功了废旧催化剂中活性组分和载体材料分离回收的难题,回收率高达95%以上。该技术采用“高温焙烧-溶剂萃取-化学沉淀”联合工艺,首先通过高温焙烧去除催化剂表面的积碳和杂质,再利用自主研发的**溶剂选择性溶解活性组分,通过化学沉淀和煅烧工艺,实现活性组分的提纯和载体材料的再生。经处理后的活性组分可重新用于催化剂制备,再生载体材料可作为建筑材料或陶瓷原料。目前,该技术已在多家甲醇制氢企业推广应用,每年可处理废旧催化剂5000吨以上,不仅降低了企业生产成本,还减少了固体废弃物排放,为行业绿色循环发展提供了新路径。 ...
- 广西甲醇裂解制氢设计 2025-07-04
- 耐高温甲醇裂解制氢公司 2025-07-04
- 辽宁甲醇裂解制氢在哪里 2025-07-04
- 云南推广甲醇裂解制氢 2025-07-04
- 陕西高科技甲醇裂解制氢 2025-07-04
- 新型甲醇裂解制氢生产厂家 2025-06-12
- 小型甲醇裂解制氢费用 2025-06-12
- 河北推广甲醇裂解制氢 2025-05-30
- 撬装甲醇裂解制氢在哪里 2025-05-30
- 新型甲醇裂解制氢设备价格 2025-05-29


- 福建甲醇裂解制氢排名 2025-05-24
- 湖北变压吸附甲醇裂解制氢 2025-05-24
- 吉林甲醇裂解制氢有哪些 2025-05-24
- 广东自热式甲醇裂解制氢 2025-05-24
- 天津甲醇裂解制氢设备价格 2025-05-24
- 辽宁变压吸附甲醇裂解制氢 2025-05-24



- 辽宁甲醇裂解制氢在哪里 07-04
- 上海资质天然气制氢设备 07-04
- 云南推广甲醇裂解制氢 07-04
- 陕西高科技甲醇裂解制氢 07-04
- 定制变压吸附提氢吸附剂费用 06-23
- 湖北天然气变压吸附提氢吸附剂 06-23
- 广东高科技变压吸附提氢吸附剂 06-22
- 福建节能变压吸附提氢吸附剂 06-22
- 西藏推广变压吸附提氢吸附剂 06-22
- 重庆定制变压吸附提氢吸附剂 06-22