- 品牌
- 科瑞
- 型号
- SZKR
天然气重整制氢是目前工业领域主要的制氢方式之一。该设备主要包括蒸汽重整反应器、变换反应器和净化装置。在高温和催化剂的作用下,天然气中的甲烷与水蒸气发生重整反应,生成氢气和一氧化碳,一氧化碳再通过变换反应转化为二氧化碳和氢气,通过净化装置去除杂质,得到高纯度氢气。某大型炼油厂的天然气重整制氢装置,日产氢气量可达数千吨,满足了炼油过程对氢气的大量需求。天然气重整制氢设备技术成熟,成本相对较低。但该过程会产生大量二氧化碳排放,对环境造成压力。为应对这一问题,碳捕集与封存(CCS)技术开始与天然气重整制氢设备相结合,减少碳排放,实现可持续发展。氢能适用于作为燃料、原料及储能手段。内蒙古甲醇裂解天然气制氢设备
天然气制氢装置特点:天然气制氢装置具备诸多特点。其一,装置规模可灵活调整,从小型的撬装式设备,满足小型工厂或特定场所的用氢需求,到大型的工业化装置,日产氢气可达数万立方米,适用于大规模化工生产。其二,其自动化程度高,通过先进的控制系统,可对反应温度、压力、流量等关键参数进行实时监测与精细调控,确保装置稳定运行,减少人工干预,提高生产安全性。其三,装置的运行稳定性强,在妥善维护的情况下,可连续运行较长时间,为下游用户提供持续可靠的氢气供应,为依赖氢气的产业稳定生产提供有力保障。天然气制氢催化剂研究进展:催化剂是天然气制氢技术的**要素。目前,研究主要聚焦于提升催化剂性能。传统镍基催化剂虽广泛应用,但易积碳失活。科研人员通过添加助剂,如稀土元素镧、铈等,改善催化剂的抗积碳性能,增强其稳定性。同时,新型催化剂材料不断涌现,如贵金属-载体复合型催化剂,具有更高的活性和选择性,能在较低温度下促进反应进行,降低能耗。此外,纳米结构催化剂因其独特的表面性质和高比表面积,展现出优异的催化性能。随着研究的深入,未来天然气制氢催化剂将朝着高活性、高稳定性、长寿命且低成本的方向发展。 湖南大型天然气制氢设备根据天然气参加反应的不同,可以分为传统水蒸气重整制氢,部分氧化反应制氢,自热重整制氢三种制氢工艺。

然气制氢优势 - 资源丰富:从资源角度看,天然气制氢优势。全球天然气储量丰富,分布广。据统计,已探明的天然气储量足够支撑未来较长时间的能源需求。相比其他一些制氢原料,如煤炭制氢受限于煤炭资源的地域分布及环保压力,天然气在资源获取上更为便捷。在中东、俄罗斯等地区,天然气储量巨大且开采成本相对较低。而且,随着勘探技术的不断进步,新的天然气田持续被发现。丰富的资源保障了天然气制氢的可持续性,为大规模发展氢气产业提供了坚实基础,使得以天然气为原料制氢能够在全球范围内开展,满足不同地区对氢气的需求。
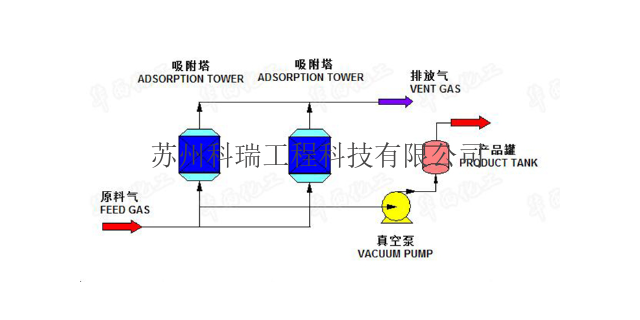
工艺流程与关键设备技术典型SMR装置包含原料预处理、重整反应、变换调整及气体提纯四大模块。原料天然气需经脱硫(ZnO吸附剂,硫含量<)、脱氯(活性炭床层)及预热(至500℃)后进入重整炉。重整反应器采用顶部燃烧-径向流动结构,内置多层镍基催化剂床层,热效率达92%。产物气经两级废热锅炉回收热量,生成中压蒸汽()驱动汽轮机发电,能量回收率超40%。变换单元采用高-中温串联工艺,铁铬催化剂(350-450℃)与铜锌催化剂(200-250℃)组合,使CO浓度从12%降至。气体提纯依赖变压吸附(PSA),采用13X分子筛在,回收率88%。全球单线比较大装置规模达60万Nm³/h,服务于炼化一体化项目。 色氢是一种零温室气体排放的氢,它是通过电解将可持续能源(风能、太阳能、水能)转化为氢来生产的。

设备投资成本:制氢设备购置:制氢设备的采购成本较高,尤其是关键设备,如转化炉、净化装置等,需要大量资金投入。不同厂家生产的设备在质量、性能以及价格上存在差异,先进高效的设备初期投入大,但从长期运营看,能提高氢气产率、降低能耗,可降低单位制氢成本4。设备维护与折旧:设备在日常运行过程中需要定期进行维护保养、更换易损件等,这些维护成本会增加制氢的总成本。而且,设备随着使用年限的增加会逐渐产生折旧,折旧费用也会计入制造成本4。氢能作为各个能源之间的桥梁,正迎来重大发展机遇。内蒙古变压吸附天然气制氢设备
天然气制氢设备应用场景。内蒙古甲醇裂解天然气制氢设备
近日,国内某能源巨头宣布,旗下位于西部地区的天然气制氢工厂完成技术升级与产能扩建项目。该工厂采用全新的高效转化炉技术,结合自主研发的高性能催化剂,使得天然气制氢效率大幅提高。升级后,工厂日产氢气量从原来的 5 吨提升至 8 吨,产能增长 60%。据了解,新技术优化了天然气蒸汽重整反应过程,降低了反应所需能耗,同时提高了甲烷的转化率。与传统工艺相比,新系统可将每立方米天然气转化为氢气的产量提高 15%。能源公司相关负责人表示,此次技术升级不仅提升了产能,还降低了生产成本,增强了公司在氢气市场的竞争力。随着氢能产业的快速发展,该工厂计划在未来两年内进一步扩大产能,满足日益增长的市场需求。内蒙古甲醇裂解天然气制氢设备

相较于煤制氢,天然气制氢可减少45-55%的碳排放。结合碳捕捉与封存(CCS)技术,全生命周期碳强度可降至₂e/kgH₂,满足欧盟REDII法规要求。关键减排措施包括:燃料切换:采用生物甲烷掺混(比较高30%体积比),降低化石碳占比工艺优化:氧燃料燃烧技术减少烟气体积,提升CO₂捕集效率余热利用:配置有机朗肯循环(ORC)发电模块,能源利用率提高至78%碳捕集系统主要采用胺液吸收法(MEA/MDEA)或钙循环工艺。挪威Equinor的NorthernLights项目示范了海上CCS集成,捕集成本降至60美元/吨。新兴技术如膜分离(聚合物/金属有机框架膜)和低温分馏,正在突破能耗与成...
- 福建催化燃烧天然气制氢设备 2025-07-04
- 上海资质天然气制氢设备 2025-07-04
- 四川推广天然气制氢设备 2025-06-20
- 推广天然气制氢设备在哪里 2025-06-20
- 河南哪些天然气制氢设备 2025-06-20
- 上海撬装天然气制氢设备 2025-06-19
- 山东节能天然气制氢设备 2025-06-12
- 湖南大型天然气制氢设备 2025-06-12
- 江西高科技天然气制氢设备 2025-06-12
- 浙江定制天然气制氢设备 2025-06-12


- 哪些天然气制氢设备公司 2025-05-25
- 新疆节能天然气制氢设备 2025-05-25
- 广东国内天然气制氢设备 2025-05-25
- 新能源天然气制氢设备设计 2025-05-25
- 山东资质天然气制氢设备 2025-05-25
- 天然气天然气制氢设备供应商家 2025-05-25




- 辽宁甲醇裂解制氢在哪里 07-04
- 上海资质天然气制氢设备 07-04
- 云南推广甲醇裂解制氢 07-04
- 陕西高科技甲醇裂解制氢 07-04
- 定制变压吸附提氢吸附剂费用 06-23
- 湖北天然气变压吸附提氢吸附剂 06-23
- 广东高科技变压吸附提氢吸附剂 06-22
- 福建节能变压吸附提氢吸附剂 06-22
- 西藏推广变压吸附提氢吸附剂 06-22
- 重庆定制变压吸附提氢吸附剂 06-22