- 品牌
- 科瑞
- 型号
- SZKR
催化剂的性能直接关系到甲醇制氢的成本。高性能催化剂能够提高甲醇转化率和氢气选择性,降低原料消耗。同时,长寿命的催化剂可以减少更换频率,降低维护成本。以铜基催化剂为例,质量的铜基催化剂可使甲醇制氢装置的能耗降低 10%-15%,***降低氢气生产成本。此外,催化剂的活性和稳定性还会影响设备的投资成本。高效催化剂可以减小反应器体积,降低设备投资。因此,选择性能优良的催化剂,并优化甲醇制氢工艺,是降低氢气成本、提高企业竞争力的关键。通过持续研发和技术创新,不断提升催化剂性能,将为甲醇制氢产业的可持续发展奠定坚实基础。裂解过程中产生的二氧化碳可考虑进行捕集和利用,以实现碳中和。青海甲醇裂解制氢供应商家
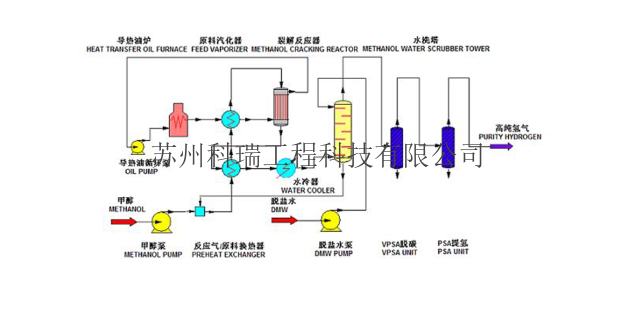
甲醇裂解制氢装置特点:甲醇裂解制氢装置具有诸多独特特点。首先,其结构紧凑,占地面积小。适合在土地资源紧张的地区安装。其次,装置操作灵活,可根据实际用氢需求,在一定范围内调节氢气产量,开停车方便,从启动到满负荷运行,可能需数小时。再者,装置的自动化程度高,可实现对反应温度、压力、流量等参数的,减少人工干预,提高生产过程的稳定性和安全性,降低劳动强度,为企业生产氢气提供了有力。甲醇裂解制氢催化剂研究进展:催化剂是甲醇裂解制氢技术的。目前,研究主要集中在提高催化剂活性、选择性和稳定性方面。传统的铜基催化剂虽已广泛应用,但科研人员仍在不断改进其配方和制备工艺。例如,通过添加少量的助剂,如锌、铝等元素,可增强铜基催化剂的活性和抗烧结性能。同时,新型催化剂材料也在不断探索,如贵金属催化剂和一些复合金属氧化物催化剂。贵金属催化剂具有极高的活性,但成本较高,限制了其大规模应用。而复合金属氧化物催化剂凭借独特的结构和性能,在提高活性的同时,有望降低成本。通过持续的研究,未来甲醇裂解制氢催化剂将朝着更高性能、更低成本的方向发展,推动整个制氢技术的进一步革新。重庆甲醇裂解制氢设备价格催化剂的选择和优化是提升甲醇裂解效率的关键。

氢气泄漏不仅直接威胁到人体的安全,如可能导致皮肤高温灼伤,而且还可能产生大量的紫外线和次生火灾产生有害物质,对人体构成潜在危害。此外,高浓度的氢气可能导致缺氧,从而对人的生命安全构成威胁。因此,我们必须采取严格的措施来确保制氢站的安全运行,并在发生泄漏时迅速地响应,以比较大限度地减少对人员的危害。在制氢站中,氢气既是重要的生产要素,又潜藏着严重的安全。作为一种易燃易爆的气体,氢气的泄漏可能会引发严重的火灾。因此,识别可能的氢气泄漏点在制氢站的安全运行至关重要。这些可能的泄漏点主要包括电解槽、气体冷却器、压缩机、储罐区、充装口/卸料口、管道系统、安全阀/泄压阀等。为了防范这些潜在的因素,因此在这些位置需要安装氢气传感器,持续监测这些区域的气体浓度。
[国内某氢能企业] 与 [国外前列科研机构] 达成战略合作协议,联合开展甲醇制氢催化剂技术攻关,重点解决现有催化剂在高温工况下活性下降、寿命缩短的技术难题。双方将依托各自在材料科学、催化工程领域的优势,建立联合实验室,共同研发新型催化剂材料和制备工艺。根据合作协议,国外机构将提供先进的纳米材料合成技术和表面改性方法,国内企业则负责催化剂的工业化应用验证。双方计划在未来两年内,通过优化活性组分配比、改进载体结构,开发出耐高温、长寿命的甲醇制氢催化剂。业内人士认为,此次合作将加速甲醇制氢技术的迭代升级,提升我国在该领域的国际竞争力,同时也为全球甲醇制氢行业的技术发展提供新的思路。变压吸附提氢吸附剂是氢气制备技术,是目前天然气制氢设备中不可或缺的产品。

甲醇的毒性(LD50=5628mg/kg)低于汽油(LD50=1974mg/kg),但高于乙醇(LD50=7060mg/kg),需通过系统优化设计确保安全。反应器采用双层壳体结构配合泄漏监测传感器,储罐设置氮封系统与防爆墙,加注过程采用密闭循环工艺。美国能源局(DOE)的实测数据显示,甲醇氢燃料电池系统的火灾较压缩氢降低80%。环境效益体现在全生命周期的污染。生产过程产生的CO₂可通过CCS技术封存,废水经处理后COD值低于50mg/L。相比柴油,甲醇制氢驱动的交通工具可减少95%的NOx排放和85%的颗粒物排放。在港口城市等敏感区域,这种清洁供能模式对改善空气质量具有***价值。社会层面,甲醇裂解制氢为煤炭资源丰富地区提供转型路径。山西、陕西等省份依托煤化工基础,正在建设百万吨级绿甲醇生产基地,配套制氢装置可创造千亿级产业集群,促进传统能源产区可持续发展。 为了防范这些潜在的因素,因此需要安装氢气传感器,持续监测这些区域的气体浓度。国内甲醇裂解制氢费用
碳分子筛是一种以碳为原料,经特殊的碳沉积工艺加工而成的专门用于提纯空气中的氮气的吸附剂。青海甲醇裂解制氢供应商家
甲醇裂解制氢是通过甲醇与水蒸气在催化剂作用下发生重整反应,生成氢气与二氧化碳的能源转化过程。其**反应式为:CH₃OH+H₂O→CO₂+3H₂(ΔH=+)。该反应为吸热过程,需通过外加热源维持反应温度,通常在200-300℃区间内进行。催化剂的选择直接影响反应效率与产物纯度,铜基催化剂因活性高、选择性好成为主流选择,其纳米化改性可进一步提升氢气收率至95%以上。反应系统采用固定床或流化床反应器,甲醇-水混合物经气化后进入催化床层。过程优化需平衡温度、压力、水醇比等参数:温度升高促进反应速率但加剧设备负担;研究表明,通过引入等离子体辅助催化或光热协同作用,可实现低温条件下的裂解,为车载移动制氢装置的开发提供技术支撑。该技术的独特优势在于液态储氢特性。 青海甲醇裂解制氢供应商家

科技公司]宣布其自主研发的废旧甲醇制氢催化剂回收技术已实现产业化应用,该技术成功了废旧催化剂中活性组分和载体材料分离回收的难题,回收率高达95%以上。该技术采用“高温焙烧-溶剂萃取-化学沉淀”联合工艺,首先通过高温焙烧去除催化剂表面的积碳和杂质,再利用自主研发的**溶剂选择性溶解活性组分,通过化学沉淀和煅烧工艺,实现活性组分的提纯和载体材料的再生。经处理后的活性组分可重新用于催化剂制备,再生载体材料可作为建筑材料或陶瓷原料。目前,该技术已在多家甲醇制氢企业推广应用,每年可处理废旧催化剂5000吨以上,不仅降低了企业生产成本,还减少了固体废弃物排放,为行业绿色循环发展提供了新路径。 ...
- 广西甲醇裂解制氢设计 2025-07-04
- 耐高温甲醇裂解制氢公司 2025-07-04
- 辽宁甲醇裂解制氢在哪里 2025-07-04
- 云南推广甲醇裂解制氢 2025-07-04
- 陕西高科技甲醇裂解制氢 2025-07-04
- 新型甲醇裂解制氢生产厂家 2025-06-12
- 小型甲醇裂解制氢费用 2025-06-12
- 河北推广甲醇裂解制氢 2025-05-30
- 撬装甲醇裂解制氢在哪里 2025-05-30
- 新型甲醇裂解制氢设备价格 2025-05-29

- 福建甲醇裂解制氢排名 2025-05-24
- 湖北变压吸附甲醇裂解制氢 2025-05-24
- 吉林甲醇裂解制氢有哪些 2025-05-24
- 广东自热式甲醇裂解制氢 2025-05-24
- 天津甲醇裂解制氢设备价格 2025-05-24
- 辽宁变压吸附甲醇裂解制氢 2025-05-24





- 辽宁甲醇裂解制氢在哪里 07-04
- 上海资质天然气制氢设备 07-04
- 云南推广甲醇裂解制氢 07-04
- 陕西高科技甲醇裂解制氢 07-04
- 定制变压吸附提氢吸附剂费用 06-23
- 湖北天然气变压吸附提氢吸附剂 06-23
- 广东高科技变压吸附提氢吸附剂 06-22
- 福建节能变压吸附提氢吸附剂 06-22
- 西藏推广变压吸附提氢吸附剂 06-22
- 重庆定制变压吸附提氢吸附剂 06-22