- 品牌
- 科瑞
- 型号
- SZKR
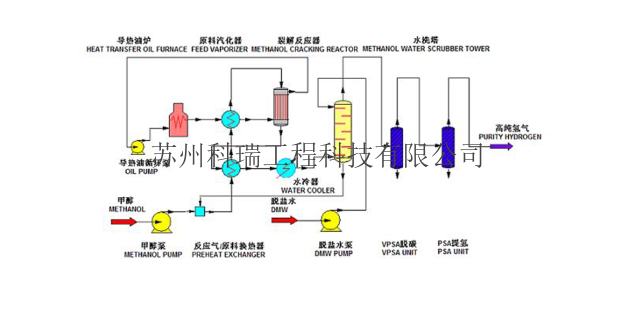
煤制气装置:煤制氢装置的生产过程为通过将煤浆和纯氢,经气化、净化单元后生成纯度达到、酸性气。国内外主要有代表性的煤气化技术包括煤干粉进料、水煤浆气化、块(碎)煤气化等。从目前已投产的煤气化装置运行情况来看,气流床气化技术的工业化发展速度快,其中以湿法进料气化技术更为成熟。氢气市场应用领域广阔,应用于化工、冶金、电力、电子等行业,用作保护气体、还原气体、原料气体电池燃料。其次,氢的热值高,反应速度快,获得途径多,储存形式多样。水是它的产物,已普遍被人们认为是一种理想的新世纪无污染的绿色能源。由于其经济性、机动性、环境友好性,因此扩大氢生产资源、开发新的制氢工艺以及改进现有制氢工艺,受到人们的普遍关注。制氢的原料包括:煤炭、水、烃类、氨气、硫化氢、有机废水和醇类。煤炭制氢成本低且可大规模制氢,但制氢工艺流程较长,操作环境差。以水为原料制氢方法包括:太阳能高温电解水工艺、核热高温电解水工艺、电流循环制氢工艺、光催化分解水技术。分解硫化氢、氨气制氢方法主要包括:高温热解法、光催化法和等离子化学离解法。重型运输和分布式供能已成为氢能商业应用初期的主要增长市场。北京小型甲醇裂解制氢
当下氢能用途火的领域是什么?国内从话语体系来讲红火的是氢能交通。各级各类氢能政策中,涉及氢能交通的相关政策也是多的。然而,国内氢能汽车到现在也只推广了2万辆左右(占全世界1/4),加氢站300座左右(占全世界1/4)。另外,从用氢规模上看,用在了传统用氢的领域—— 炼油和煤化工,是绿氢工业应用。
氢能成本是否终一定缺乏竞争力?用氢是否划算,取决于制氢用电的成本(目前绿氢成本80%来自电)和二氧化碳排放成本。今后的绿电会持续便宜甚至零成本,也就是说,未来用电的成本将主要来自电的分配和调度而不是电本身。相形之下,今后排放成本会上升,升到多高还不确定,将由社会经济发展情况和综合性的政策体系设计决定。 云南撬装甲醇裂解制氢甲醇部分氧化制氢甲醇部分氧化制氢是放热反应。

适当的培训和知识普及是确保加氢站安全的第一步。这意味着为所有相关人员提供的培训。这包括加氢站操作员、技术人员和维修人员。他们应该接受有关氢的特性、安全处理程序、应急响应协议和设备正确操作的指导。应定期进行更新培训,使每个人都了解安全措施。清晰可见的安全标识对于告知和指导员工和客户有关安全程序和潜在危险至关重要。放置禁止明火、紧急出口和安全设备位置的标志。通过迅速建立明确的报告安全问题的规程,促进员工之间的沟通。
我国将近30%碳排放来源于工业用能(不含电网供电),氢能利用是冶金、化工、炼油等工业部门进行深度脱碳的有效途径。中国钢铁行业90%以上的产能是采用高炉(BOF)技术生产的长流程钢,利用氢气的高还原性,直接用氢气代替煤炭作为高炉的还原剂,可减少乃至完全避免钢铁生产过程中的二氧化碳排放。化工、炼化行业中,氢可用作合成氨、合成甲醇的工业原料,或在石油炼化过程中作为加氢精制、加氢裂化的原料。可再生能源制氢耦合冶金、化工、炼油等工业用户,可助力工业部门实现深度脱碳甲醇裂解制氢技术,正不断革新以提升效率。
吸附剂的再生流程对制氢纯度的影响整个过程:1.将原料原料冲入吸附装置,并进行原料的吸附过程,这一过程占整个周期的大部分。2,对装置进行4次的均压放压流程,一般来说均压的次数增加,可以提高回收更多可用气体,提高可用气体产率,并且在前几次均压,回收的有用气体提升较多,到后几次均压有用气体增加并不明显,因此对于均压的次数要进行合理的设计.充分吸收有用气体。紧接着要进行顺向放压流程和逆向放压流程,使气体向下一缓冲罐中流动,充分利用几个缓冲罐。然后,进行清洗以及冲压,清洗使缓冲塔得到再生利用的过程,为下个流程做准备,达到循环利用的目的,如果这个环节处理不好就会导致下次变压吸附工艺制取的氢不纯。在整个过程中,均压、清洗、吸附等多个步骤对制氢的纯度都会成很大影响。在变压吸附气体分离装置常用的几种吸附剂中,活性氧化铝类属于对水有强亲和力的固体,一般采用三水合铝或三水铝矿的热脱水或热活化法制备,主要用于气体的干燥。甲醇裂解制氢过程中,热管理对于系统稳定性和效率至关重要。耐高温甲醇裂解制氢费用
氢能产业链的上游为制氢。北京小型甲醇裂解制氢
氢是否有必要替代电能和储能?氢和电和储能,相互之间有联系,但又不能完整替代另外的角色。氢的“角色价值”有三个:一是绿氢替代灰氢。其本身可节约巨大规模的化石能源,全球每年氢气消费量9000万吨左右(其中,中国4570万吨左右,占全球的一半),对应的碳排放8.3亿吨二氧化碳。二是在电气化领域脱碳。全球工业用热里面有1/3高温热源(400℃以上)缺乏经济可行的电气化方案,绿氢是潜在的替代者。三是有望提高绿电消纳水平,即通常说的氢储能。“氢—电”调控,可以提高综合能效。氢独特的优势,与电能是否普及、电气化程度高低没有必然关系北京小型甲醇裂解制氢

科技公司]宣布其自主研发的废旧甲醇制氢催化剂回收技术已实现产业化应用,该技术成功了废旧催化剂中活性组分和载体材料分离回收的难题,回收率高达95%以上。该技术采用“高温焙烧-溶剂萃取-化学沉淀”联合工艺,首先通过高温焙烧去除催化剂表面的积碳和杂质,再利用自主研发的**溶剂选择性溶解活性组分,通过化学沉淀和煅烧工艺,实现活性组分的提纯和载体材料的再生。经处理后的活性组分可重新用于催化剂制备,再生载体材料可作为建筑材料或陶瓷原料。目前,该技术已在多家甲醇制氢企业推广应用,每年可处理废旧催化剂5000吨以上,不仅降低了企业生产成本,还减少了固体废弃物排放,为行业绿色循环发展提供了新路径。 ...
- 广西甲醇裂解制氢设计 2025-07-04
- 耐高温甲醇裂解制氢公司 2025-07-04
- 辽宁甲醇裂解制氢在哪里 2025-07-04
- 云南推广甲醇裂解制氢 2025-07-04
- 陕西高科技甲醇裂解制氢 2025-07-04
- 新型甲醇裂解制氢生产厂家 2025-06-12
- 小型甲醇裂解制氢费用 2025-06-12
- 河北推广甲醇裂解制氢 2025-05-30
- 撬装甲醇裂解制氢在哪里 2025-05-30
- 新型甲醇裂解制氢设备价格 2025-05-29


- 福建甲醇裂解制氢排名 2025-05-24
- 湖北变压吸附甲醇裂解制氢 2025-05-24
- 吉林甲醇裂解制氢有哪些 2025-05-24
- 广东自热式甲醇裂解制氢 2025-05-24
- 天津甲醇裂解制氢设备价格 2025-05-24
- 辽宁变压吸附甲醇裂解制氢 2025-05-24





- 辽宁甲醇裂解制氢在哪里 07-04
- 上海资质天然气制氢设备 07-04
- 云南推广甲醇裂解制氢 07-04
- 陕西高科技甲醇裂解制氢 07-04
- 定制变压吸附提氢吸附剂费用 06-23
- 湖北天然气变压吸附提氢吸附剂 06-23
- 广东高科技变压吸附提氢吸附剂 06-22
- 福建节能变压吸附提氢吸附剂 06-22
- 西藏推广变压吸附提氢吸附剂 06-22
- 重庆定制变压吸附提氢吸附剂 06-22