- 品牌
- 科瑞
- 型号
- SZKR
。绿色氢是一种零温室气体排放的氢,它是通过电解将可持续能源(风能、太阳能、水能)转化为氢来生产的。氢气已经在农场的一些过程中使用,如谷物干燥、冷却和肥料生产。实现这一目标的关键工具是电解槽。康明斯正在西班牙拉曼查和美国明尼苏达州建立新的电解槽工厂,并扩大在比利时奥埃尔和加拿大密西沙加的生产。康明斯在全球100个国家部署了600多台电解槽,并在这项技术上不断增加投资。机载存储是氢能源的关键组成部分。氢气需要压缩到可用的空间中,以存储足够的量,来满足车辆的工作循环要求。康明斯与NPROXX成立了一家合资企业,以支持OEM集成过程。储罐将具有高达700bar的压力能力。甲醇裂解制氢设备如何管理。新能源甲醇裂解制氢设备价格
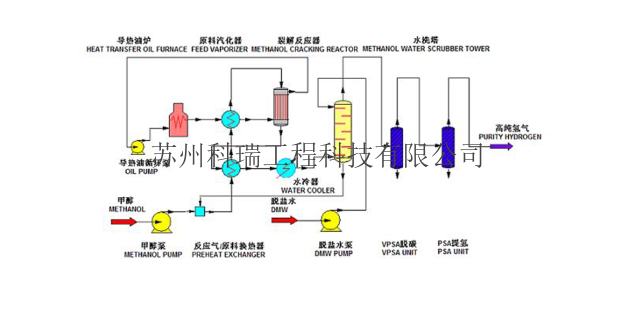
甲醇蒸汽重整是吸热反应,可以认为是甲醇分解和一氧化碳变换反应的综合结果。甲醇蒸汽重整制氢工艺,经历了多次技术改进,已相当成熟。甲醇蒸汽重整反应通常在250-300℃,1-5MPa,H20与CH30H摩尔比为,重整产物气经过变压吸附等净化过程,可得不同规格的氢气产品。甲醇蒸汽重整过程既可以使用等温反应系统,也可以使用绝热反应系统。等温反应系统采用管式反应器,管壳中充满热载体进行换热,保持恒温反应。在绝热反应系统中,蒸汽与甲醇混合物经过一系列绝热催化剂床层,床层之间配备换热器1。反应产物净化系统可根据产品质量等级要求选择,变压吸附及膜分离技术是非常实用的气体净化技术。变压吸附净化可获得纯度高于,依据所使用的不同吸附剂及工艺条件,氢回收率在70%-87%之间变化。溶剂洗涤、CO催化转化、甲烷化等过程均可用于净化氢气。 新型甲醇裂解制氢有哪些甲醇裂解制氢哪家技术好。

甲醇制氢工艺包括气相重整法和液相法。甲醇气相重整制氢与乙醇重整制氢和烃类制氢工艺相比,具有反应温度低(200~300℃)及氢提纯步骤少的优点,液相法是近些年研究的新方向,目前处于实验室研究阶段,未实现工业化。甲醇裂解制氢甲醇裂解反应方程式为:CH3OH↔CO+2H2。该反应为合成气制甲醇的逆反应,是吸热反应。该反应动力学的研究目前已经有很多的报导,目前研究的重点是新型高活性、选择性和稳定性催化剂的研制。甲醇裂解催化剂包括传统的Cu/ZnO催化剂、Cr-Zn催化体系、贵金属催化剂、CuCl-KCl/SiO2催化剂、分子筛和均相催化剂。但该工艺产物混合其中含有的一氧化碳含量较高,后续分离装置复杂。
在氢能的发展中,储运是亟需解决的痛点,甲醇溶液能量密度高,是理想的液体能源储运方式。每吨甲醇与水重整可制出超过180公斤氢气,较之高压或低温液态储氢方式具有更高的储氢能量密度。从氢储量来讲,甲醇重整制氢燃料电池是潜力的下游应用之一。关于甲醇重整器:甲醇是此重整器用来制取氢气的燃料,更具体地,甲醇重整器是指利用催化重整技术将常温下处于液态的甲醇水溶液转化成富氢气体的装置。所谓富氢气体是指重整器输出气体中的主要成份是氢气,其中还包括二氧化碳和一氧化碳等其它成份。如果需要高纯度氢气则需要在尾端加装专门的提纯装置。苏州科瑞科技提供甲醇裂解制氢技术服务。

甲醇是液体产品,其包装有两种方式,小批量用户可用镀锌铁桶包装,大宗用户可用槽罐,如汽车槽罐和火车槽罐。甲醇容器必须合格,并有明显的标志,特别是危险货物标志。甲醇容器在灌装时,必须重视计量,由于甲醇在不同温度下的膨胀系数差异较大,所以在计量时必须进行温度校正,按照液体容器的灌装系数准确计量,以防过装造成的不安全事故发生。甲醇的包装计量必须保持产品的高纯度,因此灌装时必须对容器进行严格检查,防止容器中的油污、杂质、水分等污染物料。灌装完毕必须立即封口,防止影响产品质量,例如雨天、大雾时必须采取特殊保护措施,不然不得装灌。在甲醇运输中,不允许接近高温和火源,也禁止猛烈撞击;在运输中要检查是否持有合格证明以及车辆必须设有安全设施。苏州科瑞科技有甲醇裂解制氢技术。吉林变压吸附甲醇裂解制氢
哪家甲醇裂解制氢设备质量好。新能源甲醇裂解制氢设备价格
随着技术和制造效率的提高,可再生能源和电解槽的价格将降低,这种成本差异在未来会进一步缩小。氢能产业链的中游为氢储运,有气态氢、液氢和固态氢等储运方式。高压气态氢储运技术已商业化,具有体量小、距离短和灵活性高等特征。液氢和固态氢能量密度极高,运输便捷,是未来实现大规模氢能储运的方向。尽管当前液氢和固态氢储运技术有了较大进步,但储氢密度、安全性和成本之间的平衡关系尚未解决,离大规模商业化应用还有距离。氢能产业链的下游为氢应用,氢能燃料既可以替代天然气作为工业和取暖燃料,又可以为重型卡车和轮船提供能源,还可以通过“绿电→氢→电”的转化方式成为新型储能手段。新能源甲醇裂解制氢设备价格

科技公司]宣布其自主研发的废旧甲醇制氢催化剂回收技术已实现产业化应用,该技术成功了废旧催化剂中活性组分和载体材料分离回收的难题,回收率高达95%以上。该技术采用“高温焙烧-溶剂萃取-化学沉淀”联合工艺,首先通过高温焙烧去除催化剂表面的积碳和杂质,再利用自主研发的**溶剂选择性溶解活性组分,通过化学沉淀和煅烧工艺,实现活性组分的提纯和载体材料的再生。经处理后的活性组分可重新用于催化剂制备,再生载体材料可作为建筑材料或陶瓷原料。目前,该技术已在多家甲醇制氢企业推广应用,每年可处理废旧催化剂5000吨以上,不仅降低了企业生产成本,还减少了固体废弃物排放,为行业绿色循环发展提供了新路径。 ...
- 广西甲醇裂解制氢设计 2025-07-04
- 耐高温甲醇裂解制氢公司 2025-07-04
- 辽宁甲醇裂解制氢在哪里 2025-07-04
- 云南推广甲醇裂解制氢 2025-07-04
- 陕西高科技甲醇裂解制氢 2025-07-04
- 新型甲醇裂解制氢生产厂家 2025-06-12
- 小型甲醇裂解制氢费用 2025-06-12
- 河北推广甲醇裂解制氢 2025-05-30
- 撬装甲醇裂解制氢在哪里 2025-05-30
- 新型甲醇裂解制氢设备价格 2025-05-29

- 福建甲醇裂解制氢排名 2025-05-24
- 湖北变压吸附甲醇裂解制氢 2025-05-24
- 吉林甲醇裂解制氢有哪些 2025-05-24
- 广东自热式甲醇裂解制氢 2025-05-24
- 天津甲醇裂解制氢设备价格 2025-05-24
- 辽宁变压吸附甲醇裂解制氢 2025-05-24





- 辽宁甲醇裂解制氢在哪里 07-04
- 上海资质天然气制氢设备 07-04
- 云南推广甲醇裂解制氢 07-04
- 陕西高科技甲醇裂解制氢 07-04
- 定制变压吸附提氢吸附剂费用 06-23
- 湖北天然气变压吸附提氢吸附剂 06-23
- 广东高科技变压吸附提氢吸附剂 06-22
- 福建节能变压吸附提氢吸附剂 06-22
- 西藏推广变压吸附提氢吸附剂 06-22
- 重庆定制变压吸附提氢吸附剂 06-22