- 品牌
- 科瑞
- 型号
- SZKR
许多新的氢系统是真正独特的,其中一些具有新颖的应用或不寻常的操作条件。通常,行业发展过快,标准跟不上。监管机构无法为每个新应用制定标准,因此企业必须依赖一种更个性化的风险分析方法。如果公司难以达到合规目的安全标准,也可以采用基于风险的方法。由于监管规定通常比较保守,因此有时会附带一个警告,即如果制造商能够提供足够的具体应用证据,证明这样做是安全的,就可以取代“安全使用”标准。即使标准直接适用,燃烧风险分析仍然可以识别安全漏洞,增加系统或组件的可信度。甲醇裂解制氢设备怎么样。北京甲醇裂解甲醇裂解制氢
甲醇蒸汽重整是吸热反应,可以认为是甲醇分解和一氧化碳变换反应的综合结果。甲醇蒸汽重整制氢工艺,经历了多次技术改进,已相当成熟。甲醇蒸汽重整反应通常在250-300℃。甲醇蒸汽重整过程既可以使用等温反应系统,也可以使用绝热反应系统。等温反应系统采用管式反应器,管壳中充满热载体进行换热,保持恒温反应。在绝热反应系统中,蒸汽与甲醇混合物经过一系列绝热催化剂床层,床层之间配备换热器。反应产物净化系统可根据产品质量等级要求选择,变压吸附及膜分离技术是非常实用的气体净化技术。变压吸附净化可获得纯度高于,依据所使用的不同吸附剂及工艺条件,氢回收率在70%-87%之间变化。溶剂洗涤、CO催化转化、甲烷化等过程均可用于净化氢气。用途与特点重整制氢催化剂,主要用于甲醇和水发生重整变换反应,转化为H2、N2、CO2、极少量的CO和CH4,以制取所需要的产品H2。广西甲醇裂解制氢排名甲醇裂解制氢发展前景如何。

催化剂的保护1、在任何情况下,催化剂层温度禁止超过300℃。2、还原后的催化剂禁止与氧气或空气接触。3、催化剂使用中应尽量避免中途停车。每停一次车,尽管采取了钝化或氮气保护操作,还是会影响催化剂使用寿命。4、催化剂的升温和降温都必须缓慢进行,禁止急速升温和降温。5、在满足生产能力、产率的前提下,催化剂应在低温下操作,有利于延长催化剂使用寿命。6、禁止含硫、磷、卤素元素等有毒物质混入系统,以免造成催化剂中毒。7、对装置使用的原料甲醇、脱盐水、氮气、氢气等必须符合要求,严格规范检测程序。8、如发现有异常特别是反应系统异常,应立即停车分析检查,排除后再开车。
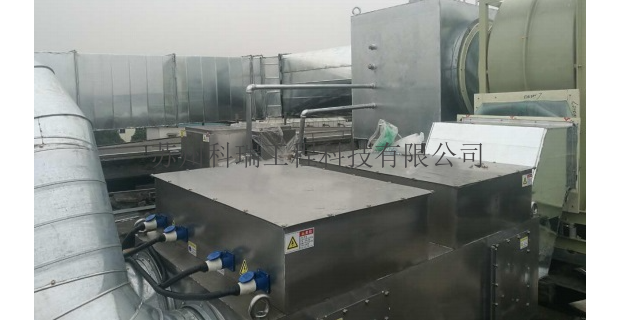
甲醇裂解制氢是一种高效、环保的制氢技术,是我们公司的主要产品之一。甲醇裂解制氢技术可以将甲醇分解为氢气和二氧化碳,同时产生少量的一氧化碳和甲烷。这种技术不仅可以提高氢气的产量,还可以减少二氧化碳的排放,对环境保护具有重要意义。甲醇裂解制氢技术具有以下优点:1.高效:甲醇裂解制氢技术可以在较低的温度下进行,能够快速产生高纯度的氢气。2.环保:甲醇裂解制氢技术可以减少二氧化碳的排放,对环境保护具有重要意义。3.经济:甲醇裂解制氢技术可以利用廉价的甲醇作为原料,节约成本。4.安全:甲醇裂解制氢技术可以在常压下进行,不需要高压设备,降低了安全风险。我们公司的甲醇裂解制氢技术已经得到了应用,可以用于燃料电池、化工、电子、医药等领域。我们的产品具有高效、环保、经济、安全等优点,受到了市场的认可。如果您需要了解更多关于甲醇裂解制氢技术的信息,欢迎访问我们的网站。我们将竭诚为您提供服务,让您更好地了解我们的产品和技术。苏州科瑞科技有甲醇裂解制氢技术。

天然气水蒸汽重整制氢、甲醇水蒸汽重整制氢、电解水制氢大型制氢:天然气水蒸汽重整制氢占主导地位:(1)天然气既是原料气也是燃料气,无需运输,氢能耗低,消耗低,氢气成本。(2)自动化程度高,安全性能高。(3)天然气制氢投资较高,适合大规模工业化生产,一般制氢规模在5000Nm3/h以上时选择天然气制氢工艺更经济小型制氢、高纯氢采用电解水方法:水电解制氢技术自开发以来一直进展不大,其主要原因是需要耗用大量的电能,电价的昂贵,用水电解制氢都不经济。电解水制氢,规模一般小于200Nm3/h,是较成熟的制氢方法,由于它的电耗较高,致其单位氢气成本较高。甲醇水蒸汽重整制氢是中小型制氢的(1)甲醇蒸汽重整制氢与大规模的天然气制氢或水电解制氢相比,投资省,能耗低。由于反应温度低,工艺条件缓和,燃料消耗也低。与同等规模的天然气制氢装置相比,甲醇蒸汽转化制氢的能耗约是前者的50%。(2)甲醇蒸汽重整制氢所用的原料甲醇易得,运输,储存方便。而且所用的原料甲醇纯度高,不需要再进行净化处理,反应条件温和,易于操作。甲醇裂解制氢哪家好。江西天然气甲醇裂解制氢
甲醇裂解制氢大概费用多少。北京甲醇裂解甲醇裂解制氢
将氢储存在甲基环己烷和甲苯等有机液体中是储氢和运输氢的重要方向。俄罗斯科学院西伯利亚分院科研人员用镍和锡取代铂,研发出一种新型的脱氢催化剂,脱氢效率达99.9%,且对储氢载体没有破坏作用,可重复使用。镍可作为氢化和脱氢反应催化剂,在未经修饰的情况下具有极高的催化活性,会导致载体分子被破坏。科研人员用锡对镍基催化剂进行改性。在用甲基环己烷作为氢载体的试验中,350℃的温度下,该催化剂作用下的脱氢效率达99.9%。0.1%是副产品苯和甲烷,降低了苯和甲烷浓度。下一步,科研人员将研究在新一代液态有机氢载体环境中高效加氢和脱氢催化剂。北京甲醇裂解甲醇裂解制氢

科技公司]宣布其自主研发的废旧甲醇制氢催化剂回收技术已实现产业化应用,该技术成功了废旧催化剂中活性组分和载体材料分离回收的难题,回收率高达95%以上。该技术采用“高温焙烧-溶剂萃取-化学沉淀”联合工艺,首先通过高温焙烧去除催化剂表面的积碳和杂质,再利用自主研发的**溶剂选择性溶解活性组分,通过化学沉淀和煅烧工艺,实现活性组分的提纯和载体材料的再生。经处理后的活性组分可重新用于催化剂制备,再生载体材料可作为建筑材料或陶瓷原料。目前,该技术已在多家甲醇制氢企业推广应用,每年可处理废旧催化剂5000吨以上,不仅降低了企业生产成本,还减少了固体废弃物排放,为行业绿色循环发展提供了新路径。 ...
- 广西甲醇裂解制氢设计 2025-07-04
- 耐高温甲醇裂解制氢公司 2025-07-04
- 辽宁甲醇裂解制氢在哪里 2025-07-04
- 云南推广甲醇裂解制氢 2025-07-04
- 陕西高科技甲醇裂解制氢 2025-07-04
- 新型甲醇裂解制氢生产厂家 2025-06-12
- 小型甲醇裂解制氢费用 2025-06-12
- 河北推广甲醇裂解制氢 2025-05-30
- 撬装甲醇裂解制氢在哪里 2025-05-30
- 新型甲醇裂解制氢设备价格 2025-05-29


- 福建甲醇裂解制氢排名 2025-05-24
- 湖北变压吸附甲醇裂解制氢 2025-05-24
- 吉林甲醇裂解制氢有哪些 2025-05-24
- 广东自热式甲醇裂解制氢 2025-05-24
- 天津甲醇裂解制氢设备价格 2025-05-24
- 辽宁变压吸附甲醇裂解制氢 2025-05-24





- 辽宁甲醇裂解制氢在哪里 07-04
- 上海资质天然气制氢设备 07-04
- 云南推广甲醇裂解制氢 07-04
- 陕西高科技甲醇裂解制氢 07-04
- 定制变压吸附提氢吸附剂费用 06-23
- 湖北天然气变压吸附提氢吸附剂 06-23
- 广东高科技变压吸附提氢吸附剂 06-22
- 福建节能变压吸附提氢吸附剂 06-22
- 西藏推广变压吸附提氢吸附剂 06-22
- 重庆定制变压吸附提氢吸附剂 06-22