- 品牌
- 科瑞
- 型号
- SZKR
高温甲醇制氢催化剂通常可满足多种温度需求,这主要是因为催化剂的活性在不同温度下有所变化。在高温甲醇制氢过程中,催化剂通常需要在200-300C的高温下运作。在这个温度范围内,催化剂的活性,能够实现的氢气产率和选择性。但是,随着温度的变化,催化剂的活性也会发生变化。在较低的温度下,催化剂的活性会降低,而在较高的温度下,催化剂的活性则会降低。因此,为了满足不同温度下的制氢需求,催化剂的配方和制备工艺需要进行优化,以确保在不同温度下催化剂的活性都能够得到充分的发挥.目前,市场上已经有不少针对高温甲醇制氢的催化剂产品,这些产品通常都具有较广的适用温度范围,能够满足不同客户的制氨需求。甲醇裂解制氢联系方式。黑龙江智能甲醇裂解制氢
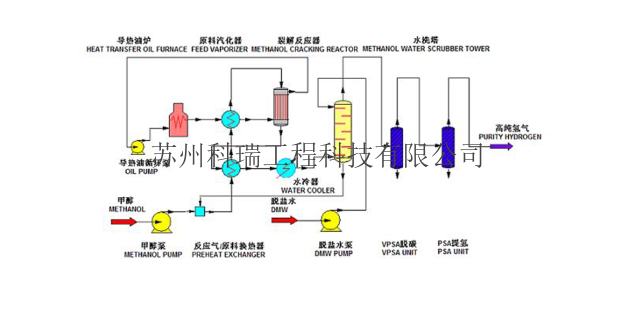
车载氢燃料电池技术的进步,推动了移动式制氢技术的发展。由于甲醇作为车载制氢系统的原料[1]具有反应温度和压力低、H/C比高、NOx,SOx排放物,以及可应用于现有汽油添加站进行加注等优点,因而甲醇制氢技术一直备受关注。甲醇裂解制氢和甲醇蒸汽重整制氢由于工艺成熟已产业化,正在为诸多中小型用氢场所提供氢源。而甲醇部分氧化制氢由于反应速度快、无需外部供热且氧气直接来自于空气,这有利于甲醇制氢装置的小型、便捷化。甲醇氧化蒸汽重整制氢将吸热的甲醇蒸汽重整反应与放热的甲醇部分氧化反应偶合在一起,既克服了催化剂可能被烧结,又解决了需要外部提供能量的缺陷。这些制氢技术的优势为其在燃料电池中的应用奠定了基础。新型甲醇裂解制氢在哪里甲醇裂解制氢技术成熟吗?

天然气水蒸汽重整制氢、甲醇水蒸汽重整制氢、电解水制氢大型制氢:天然气水蒸汽重整制氢占主导地位:(1)天然气既是原料气也是燃料气,无需运输,氢能耗低,消耗低,氢气成本。(2)自动化程度高,安全性能高。(3)天然气制氢投资较高,适合大规模工业化生产,一般制氢规模在5000Nm3/h以上时选择天然气制氢工艺更经济小型制氢、高纯氢采用电解水方法:水电解制氢技术自开发以来一直进展不大,其主要原因是需要耗用大量的电能,电价的昂贵,用水电解制氢都不经济。电解水制氢,规模一般小于200Nm3/h,是较成熟的制氢方法,由于它的电耗较高,致其单位氢气成本较高。甲醇水蒸汽重整制氢是中小型制氢的(1)甲醇蒸汽重整制氢与大规模的天然气制氢或水电解制氢相比,投资省,能耗低。由于反应温度低,工艺条件缓和,燃料消耗也低。与同等规模的天然气制氢装置相比,甲醇蒸汽转化制氢的能耗约是前者的50%。(2)甲醇蒸汽重整制氢所用的原料甲醇易得,运输,储存方便。而且所用的原料甲醇纯度高,不需要再进行净化处理,反应条件温和,易于操作。
甲醇裂解制氢,是一种高效、环保的制氢技术。该催化剂具有以下特点:1.高效:甲醇裂解制氢,催化剂能够在较低的温度下快速催化甲醇分解产生氢气,反应速度快,产氢效率高。2.环保:甲醇裂解制氢,催化剂的反应产物只有氢气和二氧化碳,不会产生有害物质,对环境无污染。3.经济:甲醇裂解制氢,催化剂的生产成本低,使用方便,可以在普通压力下进行反应,不需要高压设备。4.安全:甲醇裂解制氢,催化剂的反应过程稳定。我们的甲醇裂解制氢,催化剂已经通过了多项质量认证,可以放心使用。我们的团队拥有丰富的经验和专业知识,可以为客户提供的技术支持和服务。如果您需要了解更多关于甲醇裂解制氢,催化剂的信息,欢迎联系我们,我们将竭诚为您服务。甲醇裂解制氢适合哪些行业?

农民将熟悉氢气在氨肥生产中的应用;然而,他们可能没有考虑到氢发动机给农业设备带来的好处。氢ICE可以满足挑战性的应用需求。在农业应用中,氢ICE对极端操作和环境条件具有很强的稳定性。康明斯氢内燃机可以安装在与柴油发动机相同的设备上,同时也使用相同的传动、冷却系统和液压系统。维护实践和成本也可与柴油发动机相媲美。需要考虑的主要区别是车载储氢系统,康明斯可以通过NPROXX合资企业为其提供支持。氢内燃机适用于当今的机器,与当今的变速箱一起工作,并无缝集成到行业现有的服务网络和实践中。甲醇裂解制氢哪家公司售后有保障。黑龙江智能甲醇裂解制氢
甲醇裂解制氢设备怎么样。黑龙江智能甲醇裂解制氢
甲醇是液体产品,其包装有两种方式,小批量用户可用镀锌铁桶包装,大宗用户可用槽罐,如汽车槽罐和火车槽罐。甲醇容器必须合格,并有明显的标志,特别是危险货物标志。甲醇容器在灌装时,必须重视计量,由于甲醇在不同温度下的膨胀系数差异较大,所以在计量时必须进行温度校正,按照液体容器的灌装系数准确计量,以防过装造成的不安全事故发生。甲醇的包装计量必须保持产品的高纯度,因此灌装时必须对容器进行严格检查,防止容器中的油污、杂质、水分等污染物料。灌装完毕必须立即封口,防止影响产品质量,例如雨天、大雾时必须采取特殊保护措施,不然不得装灌。在甲醇运输中,不允许接近高温和火源,也禁止猛烈撞击;在运输中要检查是否持有合格证明以及车辆必须设有安全设施。黑龙江智能甲醇裂解制氢

科技公司]宣布其自主研发的废旧甲醇制氢催化剂回收技术已实现产业化应用,该技术成功了废旧催化剂中活性组分和载体材料分离回收的难题,回收率高达95%以上。该技术采用“高温焙烧-溶剂萃取-化学沉淀”联合工艺,首先通过高温焙烧去除催化剂表面的积碳和杂质,再利用自主研发的**溶剂选择性溶解活性组分,通过化学沉淀和煅烧工艺,实现活性组分的提纯和载体材料的再生。经处理后的活性组分可重新用于催化剂制备,再生载体材料可作为建筑材料或陶瓷原料。目前,该技术已在多家甲醇制氢企业推广应用,每年可处理废旧催化剂5000吨以上,不仅降低了企业生产成本,还减少了固体废弃物排放,为行业绿色循环发展提供了新路径。 ...
- 广西甲醇裂解制氢设计 2025-07-04
- 耐高温甲醇裂解制氢公司 2025-07-04
- 辽宁甲醇裂解制氢在哪里 2025-07-04
- 云南推广甲醇裂解制氢 2025-07-04
- 陕西高科技甲醇裂解制氢 2025-07-04
- 新型甲醇裂解制氢生产厂家 2025-06-12
- 小型甲醇裂解制氢费用 2025-06-12
- 河北推广甲醇裂解制氢 2025-05-30
- 撬装甲醇裂解制氢在哪里 2025-05-30
- 新型甲醇裂解制氢设备价格 2025-05-29


- 福建甲醇裂解制氢排名 2025-05-24
- 湖北变压吸附甲醇裂解制氢 2025-05-24
- 吉林甲醇裂解制氢有哪些 2025-05-24
- 广东自热式甲醇裂解制氢 2025-05-24
- 天津甲醇裂解制氢设备价格 2025-05-24
- 辽宁变压吸附甲醇裂解制氢 2025-05-24





- 辽宁甲醇裂解制氢在哪里 07-04
- 上海资质天然气制氢设备 07-04
- 云南推广甲醇裂解制氢 07-04
- 陕西高科技甲醇裂解制氢 07-04
- 定制变压吸附提氢吸附剂费用 06-23
- 湖北天然气变压吸附提氢吸附剂 06-23
- 广东高科技变压吸附提氢吸附剂 06-22
- 福建节能变压吸附提氢吸附剂 06-22
- 西藏推广变压吸附提氢吸附剂 06-22
- 重庆定制变压吸附提氢吸附剂 06-22